Rumah / Berita / Berita Industri / Mengapa Casting Pasir Menyentuh Casting Die untuk Banyak Aplikasi
Jawapan Ringkas: Tuangan Pasir Menang berdasarkan Kos, Fleksibiliti dan Skala
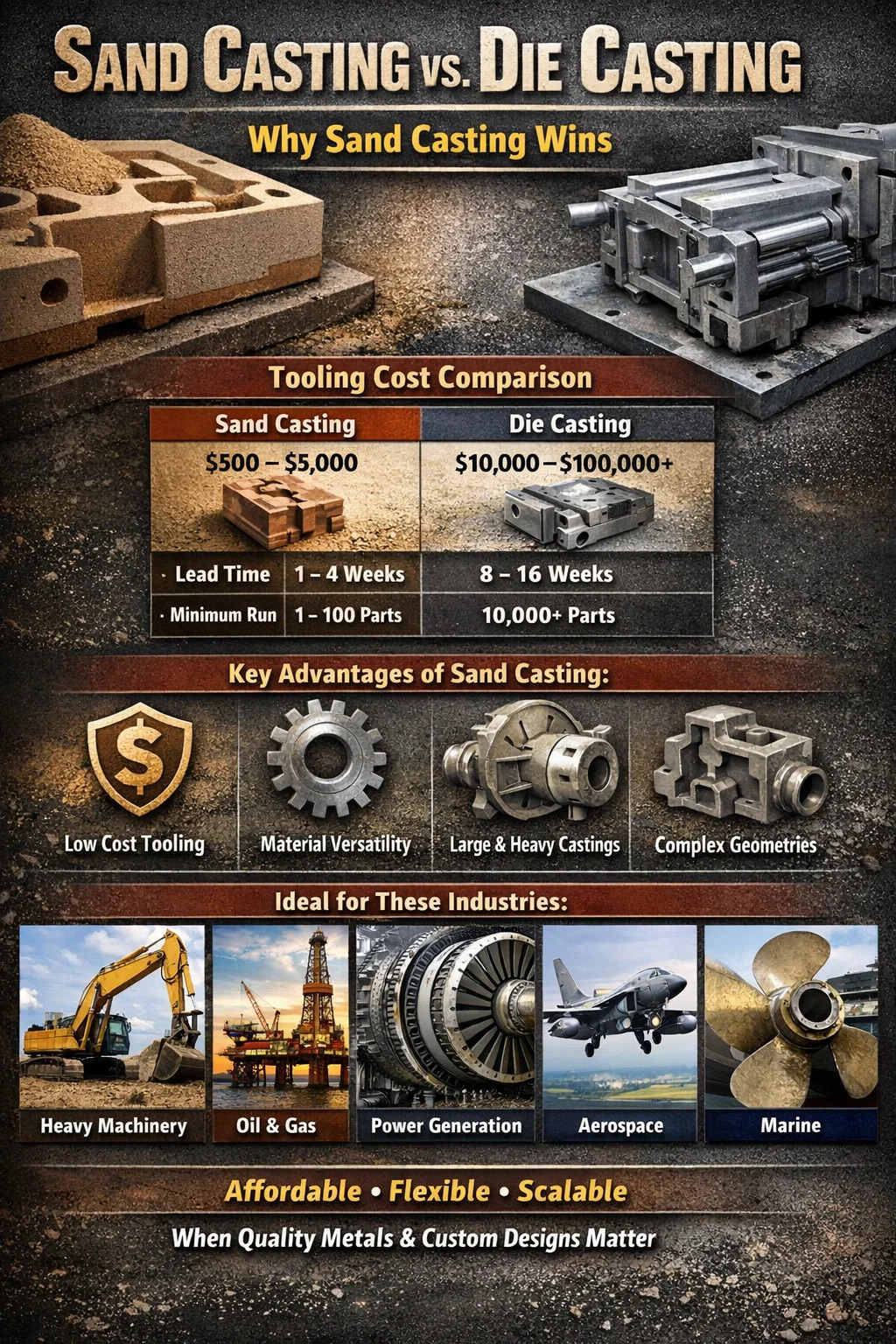
Jika anda memilih antara tuangan pasir dan tuangan die, keputusannya bergantung kepada perkara yang anda perlukan sebenarnya. Tuangan pasir adalah lebih baik daripada tuangan die apabila belanjawan perkakas adalah ketat, apabila bahagiannya besar atau kompleks secara geometri, apabila jumlah pengeluaran rendah hingga sederhana terlibat, atau apabila logam ferus seperti keluli dan besi mesti digunakan. Tuangan die cemerlang dalam pengeluaran volum tinggi bahagian aluminium atau zink berdinding nipis yang kecil di mana kemasan permukaan dan ketekalan dimensi adalah kritikal. Tetapi untuk pelbagai aplikasi industri, kejuruteraan dan prototaip, tuangan pasir kekal sebagai pilihan yang lebih praktikal dan menjimatkan.
Perbezaan asas terletak pada perkakasan. Die casting boleh berharga dari mana-mana sahaja $10,000 hingga lebih $100,000 , manakala corak tuangan pasir biasanya berharga antara $500 dan $5,000 . Untuk apa-apa kekurangan pengeluaran besar-besaran berjalan dalam ratusan ribu, jurang itu sahaja menjadikan pemutus pasir keputusan kewangan yang lebih bijak.
Kos Perkakas: Tempat Tuangan Pasir Mempunyai Kelebihan Menentukan Berbanding Tuangan Die
Tuangan die memerlukan acuan keluli yang dikeraskan yang mesti menahan beribu-ribu kitaran suntikan di bawah tekanan yang melampau—selalunya antara 1,500 dan 25,000 psi. Pembuatan acuan ini memerlukan pemesinan ketepatan, rawatan haba dan pengesahan kualiti yang meluas. Masa utama untuk acuan tuangan die biasanya 8 hingga 16 minggu , dan setelah dibina, pengubahsuaian adalah mahal atau mustahil tanpa membuang keseluruhan alat.
Corak tuangan pasir, sebaliknya, diperbuat daripada kayu, resin, atau aluminium. Ia jauh lebih mudah untuk dihasilkan, lebih mudah untuk diubah suai, dan secara mendadak lebih murah. Jika perubahan reka bentuk diperlukan selepas pengeluaran awal, corak tuangan pasir boleh diolah semula atau dibina semula pada sebahagian kecil daripada kos mengubah acuan tuangan.
Untuk pembangunan prototaip dan kejuruteraan berulang, perbezaan ini adalah transformatif. Pasukan produk yang membangunkan perumah pam industri atau pendakap tersuai boleh menguji tiga atau empat lelaran reka bentuk dalam tuangan pasir untuk kos yang sama seperti satu dadu tuangan tunggal. Ini mempercepatkan garis masa pembangunan produk dan mengurangkan risiko kewangan pada peringkat awal projek.
| Faktor | Tuangan Pasir | Die Casting |
|---|---|---|
| Kos Perkakas Biasa | $500 – $5,000 | $10,000 – $100,000 |
| Masa Utama Perkakas | 1 – 4 minggu | 8 – 16 minggu |
| Kos Pengubahsuaian Reka Bentuk | rendah | Sangat Tinggi |
| Larian Minimum Berdaya maju | 1 – 100 bahagian | 10,000 bahagian |
Kepelbagaian Bahan: Tuangan Pasir Berfungsi Dengan Logam Die Casting Tidak Boleh Mengendalikan
Ini adalah salah satu had teknikal yang paling ketara dalam tuangan die yang sering tidak diketahui. Tuangan die sebahagian besarnya terhad kepada logam bukan ferus dengan takat lebur yang agak rendah—terutamanya aluminium (takat lebur ~1,220°F / 660°C), zink (~787°F / 419°C), dan magnesium (~1,202°F / 650°C). Sebabnya adalah mudah: suhu melampau yang diperlukan untuk mencairkan logam ferus akan memusnahkan acuan keluli dalam masa yang singkat.
Tuangan pasir tidak mempunyai sekatan sedemikian. Ia digunakan secara rutin dengan:
- Besi kelabu dan besi mulur (takat lebur ~2,100°F / 1,150°C)
- Keluli karbon dan keluli tahan karat (~2,500–2,800°F / 1,370–1,538°C)
- Aloi kuprum dan loyang (~1,750–1,980°F / 955–1,082°C)
- Aloi nikel dan superaloi digunakan dalam aeroangkasa dan aplikasi tenaga
- Aloi aluminium dan aluminium (serasi dengan kedua-dua proses)
Bagi industri yang bergantung kepada komponen besi atau keluli—seperti jentera berat, peralatan pembinaan, jentera pertanian dan kejuruteraan marin—pemutus pasir bukan sekadar keutamaan. Ia adalah satu-satunya pilihan pemutus yang berdaya maju. Pertimbangkan itu besi kelabu menyumbang kira-kira 70% daripada semua tuangan yang dihasilkan di seluruh dunia , dan hampir semua isipadu itu dibuat melalui tuangan pasir. Statistik itu sahaja menandakan di mana proses itu benar-benar menguasai.
Besi mulur, khususnya, menawarkan gabungan kekuatan tegangan, kemuluran dan kebolehmesinan yang menjadikannya bahan pilihan untuk gear, aci engkol, komponen hidraulik dan bahagian struktur. Tiada satu pun daripada aplikasi ini boleh diakses melalui tuangan die. Tuangan pasir ialah pintu masuk kepada rangkaian penuh logam kejuruteraan, bukan hanya subset yang sesuai dalam kekangan terma tuangan die.
Saiz Bahagian dan Berat: Timbangan Tuangan Pasir Di Tempat Tuangan Die Tidak Boleh
Mesin tuangan mati adalah berkuasa, tetapi ia dikekang secara fizikal. Malah mesin tuangan die bertekanan tinggi terbesar dalam kegunaan komersil melebihi pada pengeluaran bahagian yang berat 50 hingga 75 paun (22 hingga 34 kg) . Die itu sendiri mesti muat dalam saiz plat mesin, dan tekanan suntikan yang terlibat menjadikan bahagian yang sangat besar tidak praktikal dari segi struktur.
Tuangan pasir hampir tidak terhad dari segi saiz atau berat. Blok enjin, perumah turbin, selongsong pam, kipas kapal, dan badan injap perindustrian kerap dibuang pasir. Menimbang bahagian beberapa tan adalah perkara biasa dalam sektor seperti penjanaan kuasa, perlombongan, dan minyak dan gas luar pesisir. Satu komponen besi tuang pasir untuk enjin diesel yang besar boleh menimbang 500 paun atau lebih—sepenuhnya di luar julat sebarang proses tuangan die.
Kebolehskalaan ini bermakna bagi jurutera yang bekerja pada peralatan modal besar atau komponen struktur, tuangan pasir tidak dipilih berbanding tuangan die sebagai kompromi—ia adalah satu-satunya proses yang boleh menghasilkan apa yang diperlukan secara fizikal. Acuan hanya dibina semula daripada pasir setiap kali, jadi tiada had plat mesin, tiada kekangan kapasiti die, dan tiada siling tekanan suntikan untuk diatasi.
Kerumitan Geometrik dan Ciri Dalaman: Tuangan Pasir Menawarkan Lebih Banyak Kebebasan Reka Bentuk
Tuangan die menggunakan acuan logam tegar yang mesti dibuka dan ditutup dalam garis lurus, yang bermaksud setiap ciri bahagian mesti berorientasikan untuk membolehkan pemisahan dadu tanpa memotong perkakas. Laluan dalaman yang kompleks, rongga dalam dan potongan adalah sama ada mustahil atau memerlukan mekanisme tindakan sampingan yang mahal yang menambah perbelanjaan yang besar kepada cetakan.
Tuangan pasir menggunakan acuan dan teras yang boleh dibuang. Teras ialah bentuk pasir yang berasingan yang diletakkan di dalam rongga acuan untuk mencipta lompang dalaman—ruang berongga, laluan, saluran dan geometri dalaman yang kompleks yang secara fizikalnya mustahil dalam acuan tegar. Keupayaan ini adalah sebab tuangan pasir digunakan untuk blok enjin dengan jaket air, manifold dengan laluan aliran dalaman, dan badan injap dengan berbilang saluran dalaman.
Perkara yang Dibenarkan Teras dalam Tuangan Pasir
- Laluan penyejukan dalaman dalam komponen enjin dan turbin
- Bahagian struktur berongga yang mengurangkan berat tanpa mengorbankan kekuatan
- Saluran aliran bendalir kompleks dalam perumah pam dan injap
- Potong geometri yang akan mengunci bahagian di dalam acuan tegar
- Berbilang rongga dalaman bersilang dalam satu tuangan
Tuangan die boleh menghasilkan teras menggunakan sisipan larut atau pemisah dalam sesetengah aplikasi, tetapi ini menambahkan kerumitan kos dan proses yang cepat menghakis kelebihan kecekapan tuangan cetakan yang biasanya ditawarkan. Untuk bahagian yang geometri dalaman menjadi keutamaan reka bentuk, tuangan pasir adalah unggul dari segi seni bina.
Keperluan ketebalan dinding juga berbeza dengan ketara. Tuangan die boleh menghasilkan dinding yang sangat nipis—kadang-kadang setipis 0.040 inci (1 mm) —yang sangat baik untuk bahagian pengguna atau automotif yang ringan. Tetapi ia juga menguatkuasakan keperluan keseragaman untuk memastikan aliran logam memenuhi acuan. Tuangan pasir lebih bertolak ansur dengan ketebalan dinding yang berbeza-beza dalam satu bahagian, yang memberikan jurutera reka bentuk kebebasan yang lebih besar apabila mencipta struktur kompleks dengan kedua-dua bahagian tebal dan nipis.
Kelantangan Pengeluaran: Mengapa Tuangan Pasir Lebih Baik untuk Larian Kelantangan Rendah hingga Pertengahan
Ekonomi tuangan die dibina di sekitar pelunasan kos perkakas tetap yang sangat tinggi ke atas bilangan bahagian yang sangat besar. Apabila pelunasan itu berfungsi—apabila anda menghasilkan 50,000, 100,000 atau 500,000 bahagian yang serupa—kos per unit tuangan yang rendah menjadi menarik. Proses tuangan die adalah pantas: kitaran tuangan die aluminium biasa mengambil masa antara 30 dan 60 saat , dan mesin boleh berjalan dengan tenaga kerja yang minimum dalam persekitaran automasi tinggi.
Tetapi di luar konteks volum tinggi itu, matematik terbalik. Bagi pembeli yang memerlukan 500 perumah manifold tersuai setiap tahun, membelanjakan $50,000 pada acuan tuangan die bermakna kos perkakas sahaja menambah $100 setiap bahagian sebelum satu paun aluminium telah dicairkan. Bahagian yang sama dalam tuangan pasir, dengan corak $3,000, menambah hanya $6 dalam kos perkakas seunit—perbezaan yang jarang hilang walaupun apabila memfaktorkan masa kitaran tuangan pasir yang lebih perlahan dan kandungan buruh seunit yang lebih tinggi.
Inilah sebabnya mengapa pengeluar aeroangkasa, pertahanan, minyak dan gas, dan peralatan industri tersuai sangat bergantung pada tuangan pasir. Jumlah pengeluaran mereka selalunya dalam berpuluh-puluh hingga ribuan rendah setiap tahun. Dalam konteks tersebut, tuangan pasir bukanlah satu kompromi—ia adalah satu-satunya pilihan ekonomi yang rasional.
Isipadu Putus Modal Antara Tuangan Pasir dan Tuangan Die
Titik silang di mana tuangan die menjadi lebih menjimatkan daripada tuangan pasir bergantung pada kerumitan bahagian, saiz dan bahan. Sebagai tanda aras umum:
- Untuk bahagian aluminium kecil di bawah 2 paun, tuangan die selalunya menjadi kompetitif di atas 10,000–20,000 bahagian setahun
- Untuk bahagian sederhana antara 2–10 lbs, pulang modal bergerak ke 25,000–75,000 bahagian setahun
- Untuk bahagian yang besar atau kompleks, tuangan pasir selalunya kekal kos efektif pada sebarang volum yang berpatutan secara komersial
Ini adalah anggaran kasar, dan titik pulang modal sebenar hendaklah sentiasa dikira untuk aplikasi tertentu. Tetapi mereka menggambarkan bahawa majoriti aplikasi tuangan industri—terutamanya dalam sektor yang penyesuaian, kebolehpercayaan dan prestasi bahan lebih penting daripada harga seunit—terdapat dalam zon kelebihan tuangan pasir.
Keliangan dan Sifat Mekanikal: Menangani Kelemahan Die Casting
Salah satu kelemahan tuangan yang paling kurang dibincangkan ialah masalah keliangan. Apabila logam cair disuntik ke dalam acuan pada tekanan tinggi, udara boleh terperangkap di dalam bahagian tersebut, mewujudkan lompang mikroskopik—keliangan—yang menjejaskan integriti struktur. Tuangan die tekanan tinggi selalunya tidak sesuai untuk rawatan haba kerana haba menyebabkan gas yang terperangkap mengembang, menyebabkan melepuh atau herotan yang merosakkan bahagian tersebut.
Ini adalah kekangan kejuruteraan yang ketara. Banyak aloi aluminium dan magnesium mengembangkan sifat mekanikal sepenuhnya hanya selepas rawatan haba larutan dan penuaan (temper T6, contohnya). Jika proses tuangan itu sendiri menghalang rawatan haba, bahagian akhir berfungsi dengan sebahagian kecil daripada potensi kekuatan dan kekerasan bahan. Tuangan die vakum dan tuangan picit boleh mengurangkan keliangan, tetapi ini adalah proses premium yang menambah kos dan tidak tersedia secara universal.
Tuangan pasir, kerana ia mengisi acuan pada halaju yang lebih rendah di bawah graviti atau tekanan rendah, menghasilkan gas terperangkap dengan ketara kurang. Bahagian tuang pasir biasanya boleh dirawat haba tanpa masalah, membolehkan sifat aloi penuh dicapai. Untuk aplikasi struktur dalam aeroangkasa, automotif atau peralatan berat yang pensijilan bahan dan sifat mekanikal adalah kritikal, ini merupakan kelebihan yang menentukan.
Selain itu, komponen besi tuang pasir—terutamanya besi mulur—mempamerkan kebolehmesinan yang sangat baik, redaman getaran dan rintangan haus. Ini adalah sifat yang wujud pada bahan dan boleh diakses sepenuhnya melalui proses tuangan pasir, tanpa had keliangan yang mengekang aplikasi tuangan die.
Masa Utama untuk Bahagian Baharu: Tuangan Pasir Membawa Anda Bahagian Lebih Cepat pada Peringkat Awal
Apabila bahagian baharu diperlukan dengan cepat—sama ada untuk penilaian prototaip, penggantian kecemasan atau pengeluaran perintis—kelebihan masa utama penuangan pasir adalah besar. Oleh kerana corak tuangan pasir adalah mudah dan pantas untuk dihasilkan, tuangan artikel pertama selalunya boleh dihantar 2 hingga 6 minggu daripada pemuktamadkan reka bentuk. Sesetengah faundri yang pakar dalam tuangan pasir pusingan pantas boleh menghantar tuangan prototaip dalam masa yang singkat 5 hingga 10 hari bekerja .
Berbanding dengan tuangan die, di mana perkakas sahaja mengambil masa 8 hingga 16 minggu sebelum satu bahagian pengeluaran dibuat, kelebihan garis masa tuangan pasir semasa pembangunan produk baharu adalah sangat besar. Bagi syarikat pada jadual pelancaran yang agresif, atau untuk situasi penyelenggaraan di mana komponen kritikal memerlukan penggantian pantas, perbezaan ini boleh diterjemahkan terus kepada pengurangan masa henti, masa ke pasaran yang lebih pantas dan risiko program yang lebih rendah.
Ini juga menjadikan tuangan pasir sebagai pilihan standard untuk alat ganti pada jentera yang sudah tua atau peralatan lama di mana tiada peralatan sedia ada kekal. Apabila mesin akhbar industri berusia 30 tahun memerlukan perumah besi gantian yang pada asalnya dibuat oleh syarikat yang tidak lagi wujud, tuangan pasir membolehkan corak baharu dibuat daripada lukisan kejuruteraan atau sampel fizikal, dan bahagian itu dikeluarkan semula pada kos yang berpatutan. Mencipta semula acuan acuan untuk satu bahagian gantian adalah tidak masuk akal dari segi ekonomi.
Industri Tertentu Di mana Tuangan Pasir Mengungguli Prestasi Tuangan Die
Memahami industri yang bergantung pada tuangan pasir berbanding tuangan die membantu menjelaskan di mana kelebihan dunia sebenar tertumpu. Sektor-sektor ini secara konsisten memilih tuangan pasir kerana keperluan teknikal dan komersil mereka sejajar dengan proses yang terbaik.
Peralatan Minyak dan Gas
Badan injap, selongsong pam, manifold dan komponen kepala telaga memerlukan keluli atau besi mulur, mesti mengendalikan tekanan yang melampau, dan selalunya dihasilkan dalam volum rendah untuk aplikasi tertentu. Tuangan pasir memberikan keserasian bahan, keupayaan geometri dalaman, dan integriti mekanikal yang dituntut oleh aplikasi ini. Die casting tidak boleh bersaing di sini.
Perlombongan dan Alat Berat
Rahang penghancur, gigi baldi, plat haus dan komponen struktur untuk jentera perlombongan dibuat daripada keluli mangan, besi krom dan aloi ferus keras lain yang tidak dapat diproses tuangan mati. Bahagian dalam sektor ini secara rutin mempunyai berat ratusan paun—jauh melebihi kapasiti mesin tuangan. Tuangan pasir adalah satu-satunya laluan pembuatan yang berdaya maju.
Penjanaan Kuasa
Perumah turbin, selongsong pendesak, dan loceng hujung penjana yang diperbuat daripada keluli tahan karat atau aloi nikel untuk loji janakuasa dan turbin industri adalah tuangan pasir secara universal. Gabungan keperluan bahan, saiz bahagian, dan volum pengeluaran tahunan yang rendah menjadikan tuangan cetakan secara ekonomi dan teknikal mustahil untuk aplikasi ini.
Aeroangkasa dan Prototaip Pertahanan
Walaupun dalam sektor di mana ketepatan adalah yang terpenting, tuangan pasir digunakan secara meluas untuk pembangunan prototaip dan bahagian struktur volum rendah. Keupayaan untuk lelaran dengan cepat, menggunakan aloi aeroangkasa dan menghasilkan bahagian yang boleh dirawat haba sepenuhnya dan diuji secara mekanikal menjadikan tuangan pasir sebagai alat standard dalam program tuangan aeroangkasa sebelum melakukan proses pembuatan yang lebih mahal.
Marin dan Pembinaan Kapal
Kipas kapal, rangka kemudi dan komponen struktur untuk kapal laut selalunya besar dan diperbuat daripada gangsa tahan kakisan, gangsa nikel-aluminium atau keluli tahan karat. Tuangan pasir adalah satu-satunya proses yang boleh mengendalikan keperluan ini, dan ia telah menjadi kaedah standard untuk pengeluaran komponen marin selama berabad-abad.
Apabila Die Casting Sebenarnya Pilihan Yang Lebih Baik
Jawapan yang lengkap memerlukan pengakuan di mana lontaran mati benar-benar menang. Tuangan die adalah lebih baik daripada tuangan pasir dalam tiga senario yang jelas:
- Pengeluaran volum tinggi bahagian kecil bukan ferus: Apabila menghasilkan ratusan ribu bahagian aluminium, zink atau magnesium setiap tahun, ekonomi per unit tuangan die tidak dapat ditandingi. Pemegang pintu automotif, penutup elektronik dan perumah perkakas kecil adalah contoh klasik.
- Kemasan permukaan dan ketekalan dimensi: Tuangan die menghasilkan bahagian bentuk jaring atau bentuk hampir jaring dengan kemasan permukaan 32–63 Ra mikroinci dan toleransi dimensi yang selalunya tidak memerlukan pemesinan selepas. Tuangan pasir biasanya menghasilkan permukaan yang lebih kasar (125–500 Ra mikroinci) dan memerlukan lebih banyak pemesinan untuk mencapai toleransi yang ketat.
- Struktur ringan dinding nipis: Apabila reka bentuk memerlukan dinding di bawah 3 mm yang masih memerlukan integriti struktur, suntikan tekanan tinggi tuangan die memastikan pengisian lengkap. Tuangan pasir yang diberi makan graviti boleh bergelut untuk mengisi bahagian yang sangat nipis dengan pasti.
Mengakui kelebihan ini menjadikan perbandingan itu jujur. Tuangan die bukanlah proses yang lebih rendah—ia adalah proses yang dioptimumkan untuk set syarat tertentu. Apabila syarat tersebut tidak dipenuhi, tuangan pasir adalah jawapan yang lebih baik dalam kebanyakan senario yang tinggal.
Pertimbangan Alam Sekitar dan Operasi
Tuangan pasir mempunyai kelebihan kemampanan yang sering diabaikan: pasir boleh dikitar semula. Faurin moden menuntut semula dan menggunakan semula 90% atau lebih pasir acuan mereka melalui sistem tebus guna terma atau mekanikal. Walaupun tuangan die tidak menggunakan bahan perkakas yang boleh dibelanjakan dengan cara yang sama, keamatan tenaga untuk mengekalkan mesin tuangan die—tekanan hidraulik besar, acuan terkawal suhu dan sistem suntikan tekanan tinggi—adalah besar.
Kadar sekerap dalam tuangan die juga merupakan faktor. Oleh kerana logam yang disuntik ke dalam acuan juga mengisi pelari, limpahan dan biskut (cakera logam dari lengan tembakan), kadar sekerap tuangan cetakan boleh berjalan 20–40% daripada jumlah logam yang digunakan pada bahagian biasa, walaupun kebanyakannya boleh dikitar semula. Kadar sekerap tuangan pasir, terutamanya untuk besi, selalunya lebih rendah dari segi mutlak setiap unit logam yang dihantar apabila saiz bahagian besar.
Dari perspektif jejak operasi, faundri tuang pasir boleh diakses di lebih banyak lokasi geografi di seluruh dunia. Tuangan die memerlukan alatan mesin ketepatan untuk pembuatan die dan mesin tuangan besar yang mewakili pelaburan modal yang besar. Bagi pengeluar dalam pasaran membangun, atau untuk sumber rantaian bekalan serantau, kapasiti faurin tuangan pasir jauh lebih meluas, yang mengurangkan kos logistik dan risiko rantaian bekalan.
Ringkasan: Memilih Tuangan Pasir Daripada Tuangan Die
Persoalan sama ada tuangan pasir lebih baik daripada tuangan die tidak mempunyai satu jawapan universal—tetapi ia mempunyai jawapan yang jelas untuk kebanyakan aplikasi tuangan yang ditemui dalam amalan industri dan kejuruteraan. Tuangan pasir adalah pilihan yang lebih baik apabila:
- Jumlah pengeluaran adalah di bawah 10,000–25,000 bahagian setahun untuk saiz bahagian biasa
- Bahan yang diperlukan ialah besi, keluli, keluli tahan karat, aloi tembaga, atau sebarang logam ferus
- Saiz bahagian atau berat melebihi apa yang boleh dimuatkan oleh mesin tuangan secara fizikal
- Lelaran reka bentuk berkemungkinan besar dan kos pengubahsuaian alatan mesti dikekalkan rendah
- Geometri dalaman, teras atau petikan kompleks diperlukan
- Rawatan haba tuangan akhir diperlukan untuk sifat mekanikal penuh
- Penghantaran cepat artikel atau prototaip pertama adalah keutamaan
- Alat ganti untuk peralatan lama atau tersuai perlu diterbitkan semula
Tuangan mati mendapat tempatnya dalam pembuatan pengguna dan automotif volum tinggi di mana bahagian aluminium dan zink perlu dihasilkan pada kelajuan, dengan kemasan permukaan yang sangat baik, pada kos seunit yang paling rendah. Tetapi tuangan pasir merangkumi pelbagai keperluan kejuruteraan yang lebih luas, mengendalikan pelbagai jenis bahan, skala daripada prototaip tunggal kepada beribu-ribu bahagian, dan kekal kos efektif merentas senario yang ekonomi tuangan die tidak berfungsi. Bagi mana-mana jurutera atau pemerolehan profesional yang menilai pilihan proses tuangan, tuangan pasir hendaklah menjadi titik permulaan—dan beban justifikasi hendaklah beralih daripadanya, bukannya memilihnya.