Dua Kaedah Asas Tuangan Die: Ruang Panas dan Ruang Sejuk
Dua kaedah asas tuangan die ialah tuangan mati ruang panas dan tuangan mati ruang sejuk . Kedua-dua proses ini berkongsi matlamat asas yang sama - memaksa logam cair menjadi acuan keluli yang dikeraskan di bawah tekanan tinggi untuk menghasilkan bahagian yang tepat dan boleh berulang - tetapi ia berbeza dengan ketara dalam cara logam dicairkan, dikendalikan dan disuntik. Memilih kaedah yang salah untuk geometri aloi atau bahagian anda boleh mengakibatkan isian yang lemah, keliangan yang berlebihan, haus cetakan pramatang dan kadar sekerap yang mahal. Memahami perkara yang memisahkan kedua-dua kaedah ini adalah titik permulaan untuk sebarang keputusan tuangan yang serius.
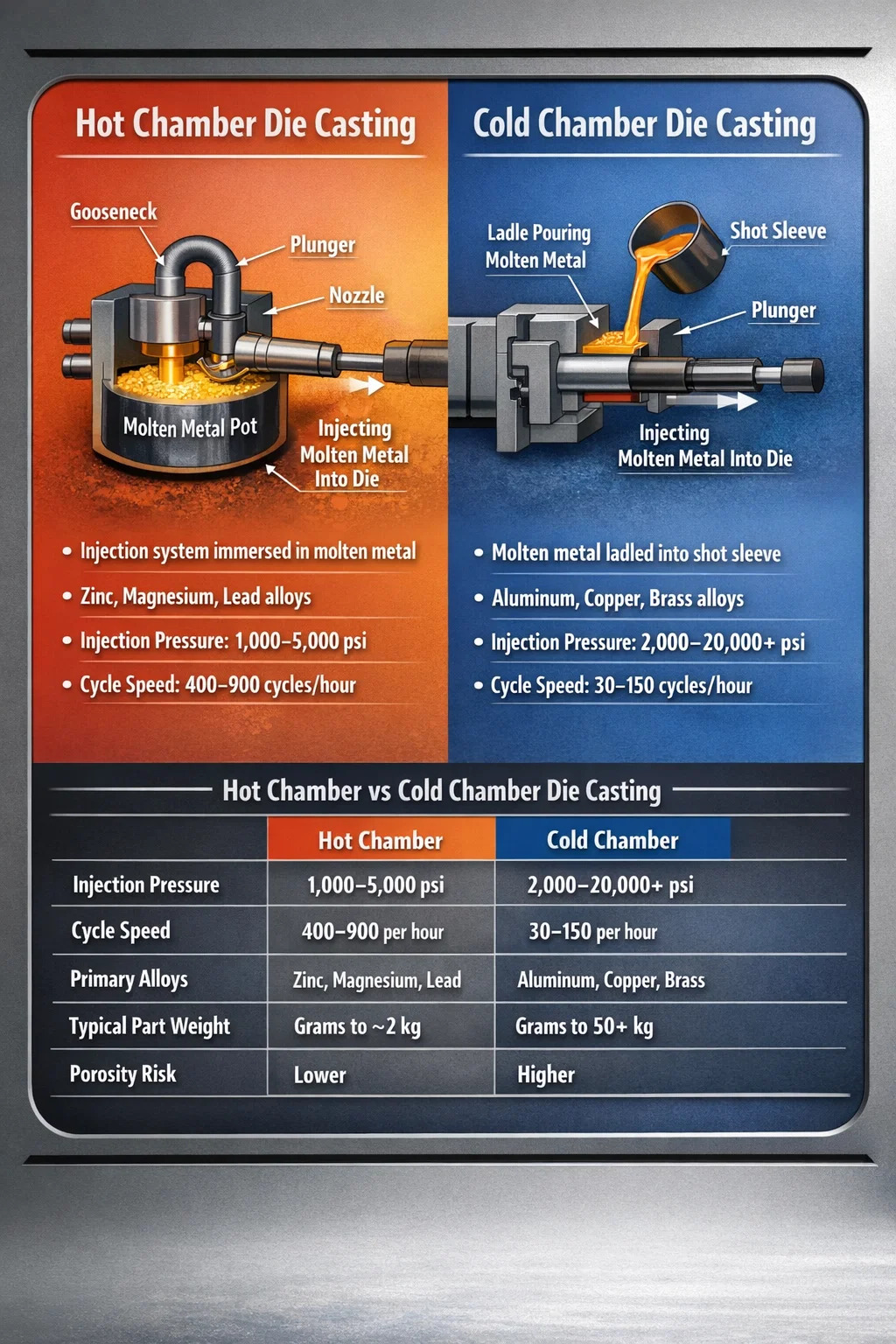
Dalam bilik panas die casting , mekanisme suntikan direndam terus dalam mandi logam cair. Mesin menarik logam ke dalam silinder secara automatik dan menyuntiknya ke dalam acuan dalam kitaran yang berterusan dan pantas. Dalam tuangan die chamber sejuk, logam dicairkan dalam relau yang berasingan dan kemudian diseduh — secara manual atau automatik — ke dalam lengan pukulan sebelum setiap kitaran suntikan. Setiap kaedah mempunyai aloi khusus yang dikendalikannya dengan baik, julat tekanan khusus yang dikendalikannya, dan volum pengeluaran tertentu yang ia masuk akal secara ekonomi.
Bilik Panas Die Casting: Cara Proses Berfungsi
Tuangan die chamber panas — kadangkala dipanggil tuangan gooseneck — memastikan sistem suntikan sentiasa direndam dalam periuk logam cair. Komponen teras ialah saluran logam berbentuk leher angsa, pelocok, dan muncung yang terletak terus pada acuan. Apabila pelocok ditarik balik, logam cair mengalir melalui port ke dalam leher angsa. Apabila pelocok maju, ia menutup port dan memaksa logam melalui muncung dan masuk ke dalam rongga cetakan pada tekanan yang biasanya bermula dari 1,000 hingga 5,000 psi (7 hingga 35 MPa) .
Oleh kerana logam tidak pernah meninggalkan sistem yang dipanaskan di antara pukulan, kitaran adalah sangat pantas. Mesin ruang panas secara rutin mencapainya 400 hingga 900 kitaran sejam untuk bahagian kecil, menjadikannya sangat sesuai untuk pengeluaran komponen volum tinggi seperti penyambung elektrik, perumah karburetor, perkakasan kunci dan bahagian mainan. Penghapusan langkah ladling yang berasingan mengurangkan kedua-dua masa kitaran dan risiko variasi suhu antara tangkapan.
Aloi Serasi dengan Tuangan Ruang Panas
Tuangan die chamber panas adalah terhad kepada aloi takat lebur rendah yang tidak menyerang atau melarutkan komponen besi dan keluli sistem suntikan. Bahan yang paling biasa ialah:
- Aloi zink (Zamak 2, 3, 5, 7) — setakat ini yang paling banyak digunakan, dengan takat lebur sekitar 380–420°C
- Aloi magnesium (AZ91D, AM60) — semakin digunakan dalam sistem ruang panas dengan reka bentuk mesin khusus
- Plumbum dan aloi timah — digunakan dalam aplikasi volum rendah khusus
Aluminium, tembaga, dan loyang tidak boleh diproses dalam mesin ruang panas. Suhu leburnya yang lebih tinggi — aluminium cair sekitar 660°C, loyang sekitar 900°C — akan melarutkan dengan cepat komponen berasaskan besi pada leher angsa dan pelocok, memusnahkan mesin dan mencemarkan leburan dalam beberapa jam operasi.
Tan Mesin dan Saiz Bahagian dalam Operasi Ruang Panas
Mesin kebuk panas biasanya terdapat dalam daya pengapit dari di bawah 5 tan sehingga lebih kurang 900 tan , walaupun kebanyakan kerja ruang panas dilakukan pada mesin dalam julat 5 hingga 400 tan. Berat bahagian untuk tuangan zink biasanya bermula dari beberapa gram hingga kira-kira 2 kg, walaupun bahagian yang lebih berat boleh didapati pada mesin yang lebih besar. Dinding nipis boleh dicapai dengan zink — secara rutin hingga 0.5 mm dalam perkakasan ketepatan — menjadikan penuangan ruang panas sebagai proses pergi untuk komponen kecil dan terperinci.
Casting Die Chamber Dingin: Bagaimana Proses Berfungsi
Tuangan die chamber sejuk memisahkan relau lebur sepenuhnya daripada sistem suntikan. Logam dicairkan dalam relau pegangan luaran, kemudian dipindahkan — dengan senduk manual, senduk automatik atau pam elektromagnet — ke dalam lengan pukulan mendatar atau menegak. Setelah isipadu logam yang betul berada di dalam lengan, pelocok suntikan memajukan dan memaksa logam ke dalam acuan pada tekanan yang jauh lebih tinggi daripada peralatan ruang panas: biasanya 2,000 hingga 20,000 psi (14 hingga 140 MPa) , dengan beberapa operasi tekanan tinggi melebihi julat itu untuk bahagian aluminium dinding nipis.
Pemisahan relau daripada mesin bermakna komponen suntikan tidak terdedah secara berterusan kepada logam cair. Mereka terdedah hanya semasa pukulan singkat, yang membolehkan penggunaan logam yang akan memusnahkan sistem ruang panas. Pertukaran adalah masa kitaran yang lebih perlahan — kebanyakan operasi ruang sejuk dijalankan pada 30 hingga 150 tembakan sejam bergantung pada berat bahagian, ketebalan dinding dan aloi — dan langkah proses tambahan yang boleh memperkenalkan variasi suhu jika tidak dikawal dengan teliti.
Aloi Digunakan dalam Tuangan Die Chamber Dingin
Tuangan die chamber sejuk mengendalikan pelbagai aloi dengan suhu lebur yang lebih tinggi, termasuk:
- Aloi aluminium (A380, A383, A360, ADC12) — bahan dominan dalam kerja ruang sejuk, digunakan dalam automotif, aeroangkasa dan elektronik pengguna
- Aloi kuprum dan loyang — digunakan untuk komponen paip, penyambung elektrik dan perkakasan marin di mana rintangan kakisan dan kekuatan penting
- Aloi magnesium (AZ91D, AM50) — semakin biasa dalam ruang sejuk untuk bahagian struktur yang besar, walaupun magnesium juga boleh diproses dalam sistem ruang panas
- Tombac silikon dan aloi asas tembaga khusus — digunakan dalam aplikasi ketepatan khusus
Aloi aluminium A380 ialah aloi tuangan mati tunggal yang paling banyak digunakan di dunia, dan hampir kesemuanya diproses melalui mesin ruang sejuk. Ia menawarkan gabungan kebolehtuangan yang sangat baik, kekuatan mekanikal (kekuatan tegangan kira-kira 317 MPa), rintangan kakisan dan kos, itulah sebabnya ia mendominasi tuangan struktur automotif, sink haba dan perumah motor.
Ton Mesin dan Skala Bahagian
Skala mesin ruang sejuk jauh lebih besar daripada peralatan ruang panas. Daya pengapit berkisar dari sekeliling 150 tan sehingga 6,000 tan atau lebih untuk mesin tuangan mega yang kini digunakan dalam aplikasi gigacasting automotif. Mesin penekan ruang sejuk 4,000 tan yang digunakan oleh pengeluar automotif boleh menghasilkan bahagian bawah badan belakang lengkap kenderaan — satu tuangan aluminium yang menggantikan lebih 70 bahagian keluli yang dicop dan dikimpal — dalam satu pukulan. Tesla mempopularkan pendekatan ini dengan teknologi Giga Pressnya, dan pendekatan itu telah diterima pakai oleh berbilang OEM di seluruh dunia.
Perbandingan Langsung: Hot Chamber vs Bilik Sejuk Die Casting
Jadual di bawah meringkaskan perbezaan kritikal antara dua kaedah tuangan die merentas parameter yang paling penting dalam perancangan pengeluaran:
| Parameter | Hot Chamber | Cold Chamber |
|---|---|---|
| Tekanan suntikan | 1,000–5,000 psi | 2,000–20,000 psi |
| Kelajuan kitaran | 400–900 kitaran/jam | 30–150 kitaran/jam |
| Aloi utama | Zink, magnesium, plumbum | Aluminium, tembaga, loyang, magnesium |
| Julat tan mesin | 5–900 tan | 150–6,000 tan |
| Pendedahan suhu logam kepada mesin | Berterusan | Per-shot sahaja |
| Berat bahagian biasa | Gram hingga ~2 kg | Gram hingga 50 kg |
| Risiko keliangan | Lebih rendah (kurang peluang kemasukan udara) | Lebih tinggi (memerlukan kawalan profil tangkapan berhati-hati) |
| Kos perkakas | Rendah ke sederhana | Sederhana hingga tinggi |
Pertimbangan Reka Bentuk Die Yang Berbeza Antara Dua Kaedah
Die itu sendiri - acuan keluli alat H13 yang dikeraskan di mana logam cair dipaksa - secara konsepnya serupa dalam kedua-dua proses, tetapi keperluan kejuruteraan berbeza berdasarkan tekanan yang terlibat dan beban terma yang dikenakan.
Reka Bentuk Pintu dan Sistem Pelari
Dalam bilik panas dies, the sprue connects directly to the machine nozzle. Runner and gate systems for zinc casting are typically short and direct because the lower viscosity of molten zinc at typical casting temperatures (around 420°C) allows it to fill thin sections easily. Gate velocities in hot chamber zinc casting often range from 30 hingga 50 m/s .
Kebuk sejuk untuk aluminium memerlukan geometri pelari yang teliti untuk menguruskan kelikatan aluminium yang lebih tinggi pada suhu tuangan dan risiko pemejalan pramatang semasa pengisian. Halaju pintu untuk aluminium biasanya disasarkan 40 hingga 60 m/s , dan profil pukulan - fasa perlahan, fasa cepat dan tekanan intensifikasi - mesti diprogramkan dengan tepat untuk mengelakkan isian bergelora, yang merupakan pemacu utama keliangan dalam tuangan aluminium.
Pengurusan Terma dan Kehidupan Mati
Kedua-dua jenis acuan bergantung pada saluran penyejukan air atau minyak dalaman untuk menguruskan haba, tetapi cetakan aluminium ruang sejuk menghadapi kejutan haba yang lebih tinggi disebabkan perbezaan suhu yang lebih besar antara cair aluminium (~680°C semasa tuangan) dan suhu permukaan cetakan (biasanya dikekalkan pada 180–260°C). Kitaran haba ini ialah pemacu utama pemeriksaan haba — rangkaian keretakan permukaan halus yang akhirnya merendahkan kualiti permukaan cetakan. Kebuk sejuk H13 mati untuk aluminium biasanya mempunyai hayat perkhidmatan selama 100,000 hingga 300,000 pukulan , manakala zink ruang panas mati boleh lari ke 1 juta tembakan atau lebih sebelum memerlukan kerja semula yang ketara.
Keliangan: Cabaran Kualiti Utama dalam Kedua-dua Kaedah
Keliangan — lompang dalam tuangan yang disebabkan oleh gas terperangkap atau pengecutan — ialah kebimbangan kecacatan yang dominan dalam tuangan die tanpa mengira kaedah yang digunakan, tetapi punca dan penyelesaiannya berbeza antara proses ruang panas dan sejuk.
Dalam bilik panas die casting, the primary porosity risk comes from gas dissolved in the zinc melt and from lubricant residue in the die cavity. Because the injection system is closed and metal is fed continuously from a temperature-controlled pot, there is less opportunity for air entrainment during the shot compared to cold chamber. Maintaining proper pot temperature — typically within ±5°C of the target — and using quality alloys with controlled impurity levels (iron below 0.1% in Zamak 3, for example) keeps porosity manageable.
Dalam tuangan die ruang sejuk, lengan pukulan terbuka adalah sumber utama kemasukan udara. Apabila pelocok bergerak maju, ia mesti menolak ke hadapan logam slug udara yang terkandung di dalam lengan. Halaju pukulan perlahan yang betul — biasanya 0.1 hingga 0.5 m/s semasa fasa pertama — membenarkan gelombang logam membentuk dan menolak udara ke hadapan ke telaga limpahan dan bolong sebelum suntikan pukulan pantas bermula. Kesilapan titik peralihan ini walaupun beberapa milimeter perjalanan pelocok boleh mengakibatkan tahap keliangan 10 hingga 20% lebih tinggi pada bahagian siap. Tuangan die berbantukan vakum, yang mengosongkan rongga cetakan dan lengan tembakan sebelum suntikan, boleh mengurangkan keliangan dalam bahagian aluminium ruang sejuk ke tahap yang membolehkan rawatan haba dan kimpalan struktur — keupayaan tidak mungkin dengan tuangan cetakan aluminium konvensional.
Bila Memilih Hot Chamber Die Casting
Tuangan die chamber panas adalah pilihan yang tepat apabila syarat berikut dikenakan:
- Bahan bahagiannya ialah zink, magnesium, atau aloi takat lebur rendah lain yang serasi dengan sistem leher angsa
- Jumlah pengeluaran adalah tinggi — umumnya melebihi 50,000 hingga 100,000 bahagian setiap tahun untuk mewajarkan pelaburan perkakas
- Berat bahagian agak rendah, biasanya di bawah 1 hingga 2 kg untuk zink
- Ketepatan dimensi adalah kritikal — tuangan die zink secara rutin mencapai toleransi ±0.05 mm pada ciri kritikal tanpa pemesinan sekunder
- Dinding nipis diperlukan — zink boleh dibuang ke ketebalan dinding di bawah 0.5 mm dalam perkakas yang dioptimumkan
- Kualiti kemasan permukaan adalah keutamaan — tuangan zink mempunyai permukaan as-cast yang sangat baik sesuai untuk penyaduran terus atau pengecatan tanpa penyediaan yang menyeluruh
Industri biasa yang menggunakan tuangan die chamber panas termasuk elektronik pengguna (penyambung, kurungan, engsel), automotif (badan kunci, komponen sistem bahan api, perumah penderia), perkakasan (pemegang pintu, kelengkapan perabot), dan mainan dan barang baharu.
Bila Memilih Cold Chamber Die Casting
Tuangan die chamber sejuk adalah proses yang sesuai apabila:
- Aloi adalah aluminium, tembaga, loyang, atau bahan takat lebur tinggi yang tidak serasi dengan peralatan ruang panas
- Saiz bahagian dan berat melebihi had praktikal peralatan ruang panas
- Prestasi struktur diperlukan — tuangan die aluminium menawarkan nisbah kekuatan kepada berat dengan ketara lebih baik daripada zink untuk aplikasi galas beban
- Rintangan kakisan dalam persekitaran yang keras diperlukan — lapisan oksida semulajadi aluminium memberikan perlindungan yang aloi zink dalam sesetengah persekitaran tidak dapat dipadankan tanpa salutan
- Aplikasi ini adalah dalam rangkaian kuasa automotif, kurungan aeroangkasa atau peralatan perindustrian di mana gabungan berat ringan dan integriti struktur membenarkan kos perkakas dan mesin yang lebih tinggi
Aplikasi tuangan die ruang sejuk utama termasuk perumah transmisi automotif, blok enjin, penutup bateri kenderaan elektrik, casis pelayan komputer, badan injap hidraulik dan komponen motor sangkut marin. Pasaran tuangan aluminium global sahaja dinilai lebih $50 bilion USD pada 2023 , mencerminkan penguasaan tuangan aluminium ruang sejuk dalam pembuatan moden.
Struktur Kos: Peralatan, Masa Mesin dan Ekonomi Sebahagian
Ekonomi tuangan die banyak bergantung pada kaedah yang digunakan, kerana kedua-dua proses mempunyai profil kos yang sangat berbeza.
Kos Perkakas
Perkakas tuangan mati adalah mahal tanpa mengira kaedah, kerana acuan mesti menahan berjuta-juta kitaran tekanan dalam persekitaran yang kasar dan memerlukan haba. Zink ruang panas mati untuk bahagian yang sederhana kompleks biasanya kos antara $15,000 dan $80,000 . Aluminium ruang sejuk mati untuk kos kerumitan yang setanding lebih banyak — selalunya $30,000 hingga $150,000 atau lebih tinggi — kerana tekanan suntikan yang lebih tinggi memerlukan pembinaan cetakan yang lebih teguh dan kejuruteraan litar penyejukan yang lebih kompleks. Kebuk sejuk berstruktur besar mati untuk aplikasi automotif boleh dijalankan $500,000 atau lebih .
Kos Per Bahagian dan Jumlah Pulangan Modal
Oleh kerana tuangan die mempunyai kos tetap yang tinggi (perkakas, persediaan) dan kos berubah yang agak rendah bagi setiap bahagian (logam, masa mesin, buruh), kedua-dua kaedah adalah paling menjimatkan pada volum yang tinggi. Titik pulang modal — di mana tuangan die menjadi lebih murah daripada alternatif seperti tuangan pasir, tuangan pelaburan atau pemesinan daripada bilet — berbeza mengikut kerumitan bahagian, tetapi biasanya dicapai di suatu tempat antara 10,000 dan 50,000 bahagian untuk zink ruang panas dan 20,000 dan 100,000 bahagian untuk aluminium ruang sejuk, bergantung pada saiz bahagian dan kerumitan ciri.
Kos bahan adalah satu lagi pembeza. Aloi zink (Zamak 3) berharga kira-kira $2.00–$2.50 setiap kg pada harga kontrak perindustrian biasa. Aloi aluminium A380 berjalan lebih dekat dengan $2.50–$3.50 setiap kg , tetapi ketumpatan aluminium yang lebih rendah (2.7 g/cm³ vs zink 6.6 g/cm³) bermakna untuk isipadu bahagian tertentu, tuangan aluminium menggunakan logam yang jauh lebih sedikit mengikut berat, mengimbangi sebahagian daripada perbezaan harga.
Variasi Muncul pada Kaedah Tuangan Dua Teras
Walaupun ruang panas dan ruang sejuk kekal sebagai dua kaedah tuangan die asas, beberapa varian proses telah dibangunkan untuk menangani batasan khusus setiap satu.
Tuangan Die Vakum
Digunakan pada kedua-dua kaedah tetapi amat penting untuk aluminium ruang sejuk, tuangan die vakum mengosongkan rongga die dan lengan tembakan sebelum suntikan, mengurangkan keliangan gas ke tahap yang membolehkan rawatan haba T5 dan T6. Ini menjadikan tuangan aluminium berstruktur boleh dikimpal dan sesuai untuk aplikasi kritikal keselamatan seperti struktur kemalangan automotif dan komponen penggantungan. Mesin ruang sejuk berbantukan vakum menambah kos dan kerumitan tetapi boleh mengurangkan kadar sekerap sebanyak 30 hingga 50% dalam aplikasi sensitif keliangan.
Tuangan Mati Separuh Pepejal (Thixocasting dan Rheocasting)
Proses penuangan logam separa pepejal — penuangan tikso dan penuangan reo — menyuntik logam dalam keadaan separa pepejal, seperti buburan dan bukannya cair sepenuhnya. Ini secara mendadak mengurangkan keliangan kerana logam tidak membawa gas terlarut dengan cara yang sama seperti logam cecair sepenuhnya, dan corak isian tidak bergelora memerangkap udara yang jauh lebih sedikit. Proses separa pepejal dibina di sekeliling platform mesin ruang sejuk tetapi menggunakan profil pukulan yang diubah suai dan penyediaan bilet khusus. Hasilnya ialah tuangan dengan sifat mekanikal menghampiri bahagian yang dipalsukan. Bahagian aluminium Rheocast A356 mencapai kekuatan tegangan di atas 310 MPa dengan pemanjangan 10% atau lebih — jauh lebih baik daripada tuangan A380 ruang sejuk konvensional.
Picit Casting
Tuangan picit — kadangkala dikelaskan sebagai kategori tuangan cetakan ketiga — menggabungkan prinsip tuangan dan tempaan. Logam dituang ke dalam dadu terbuka, kemudian pukulan dikenakan tekanan 50 hingga 150 MPa apabila logam mengeras, menghapuskan keliangan pengecutan sepenuhnya. Proses ini menggunakan platform mesin ruang sejuk dan menghasilkan bahagian dengan keliangan hampir sifar dan sifat mekanikal yang sangat baik, tetapi lebih perlahan dan lebih mahal daripada tuangan ruang sejuk konvensional. Ia digunakan untuk komponen aeroangkasa, angkup brek automotif, dan aplikasi tekanan tinggi yang lain.
Cara Memilih Kaedah Tuangan Mati yang Tepat untuk Bahagian Anda
Memilih proses tuangan die yang betul bermula dengan aloi, kerana aloi tidak boleh dirunding dalam kebanyakan reka bentuk. Jika keperluan kejuruteraan memerlukan aluminium - untuk berat, kekuatan atau prestasi terma - ruang sejuk adalah satu-satunya pilihan praktikal dalam tuangan die. Jika zink boleh diterima atau diutamakan untuk ketepatan, keupayaan dinding nipis dan keserasian penyadurannya, ruang panas menjadi laluan yang lebih cepat dan kos lebih rendah.
Selepas pemilihan aloi, soalan berikut membantu mengecilkan keputusan:
- Berapakah jumlah tahunan? Kedua-dua kaedah memerlukan volum untuk menjimatkan, tetapi aluminium ruang sejuk memerlukan lebih banyak volum untuk mengimbangi kos perkakas yang lebih tinggi.
- Berapakah berat bahagian dan berat pukulan yang diunjurkan? Bahagian lebih daripada 2 kg dalam zink adalah luar biasa; bahagian lebih daripada 5 kg dalam aluminium mungkin memerlukan mesin ruang sejuk yang sangat besar.
- Adakah ciri sensitif keliangan hadir? Laluan hidraulik yang ketat tekanan atau nod struktur yang akan dikimpal memerlukan ruang sejuk berbantukan vakum atau pemprosesan separa pepejal.
- Apakah kemasan permukaan yang diperlukan? Tuangan kebuk panas zink menerima penyaduran elektrik secara langsung; tuangan ruang sejuk aluminium biasanya bersalut serbuk, beranod, atau dibiarkan kosong.
- Apakah persekitaran operasi? Suhu tinggi melebihi 150°C membatalkan kelayakan aloi zink kerana kehilangan kekuatan; aluminium berfungsi dengan baik hingga 200–250°C bergantung kepada aloi.
Mengatasi soalan ini dengan faundri tuangan die semasa fasa reka bentuk — sebelum perkakasan dilakukan — ialah cara yang paling boleh dipercayai untuk mencapai proses yang betul untuk permohonan anda. Kajian reka bentuk untuk pembuatan (DFM) oleh jurutera tuangan cetakan berpengalaman boleh mengenal pasti sudut draf, peralihan ketebalan dinding dan kedudukan garisan perpisahan yang mempengaruhi jenis mesin dan kaedah suntikan yang akan memberikan kadar sekerap yang paling rendah dan jangka hayat cetakan terpanjang untuk geometri bahagian khusus anda.