Die casting adalah seperti membuat "kiub ais logam" atau "acuan suntikan mewah." Ia adalah satu proses di mana logam cair "dipaksa" di bawah tekanan tinggi ke dalam acuan ketepatan, kemudian disejukkan untuk membentuk bahagian pepejal.
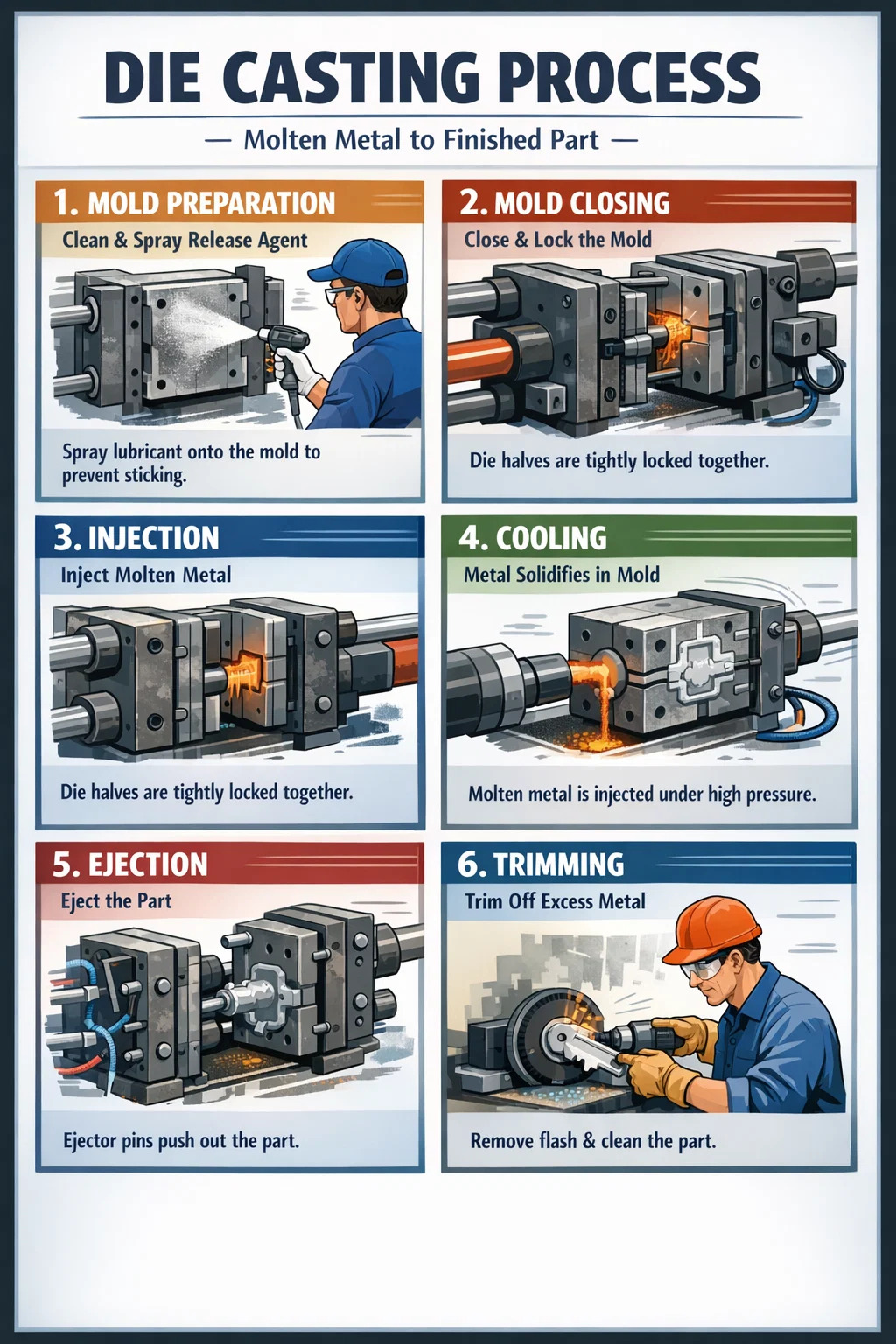
1. Menyediakan Acuan (Pembersihan dan Penyemburan)
Sebelum memulakan, juruteknik membersihkan acuan logam dan kemudian menyemburkan agen pelepas ke permukaan acuan.
Mengapa ini dilakukan: Ini seperti melincirkan kuali sebelum menggoreng telur, menghalang logam cair daripada melekat pada acuan dan menjadikannya sukar untuk dikeluarkan. Ia juga membantu menyejukkan acuan dan melindunginya daripada rosak oleh haba.
2. Menutup dan Mengunci Die
Dua acuan keluli berat ditutup rapat.
Perkara utama: Pada ketika ini, mesin menggunakan daya yang besar untuk mengunci acuan. Kerana tekanannya sangat tinggi, jika acuan tidak dikunci rapat, logam cair akan menyembur keluar dari celah, dan bahagian itu akan rosak.
3. Menyuntik Logam Lebur (Suntikan)
Langkah ini adalah teras tuangan die. Logam cair dituangkan ke dalam salur masuk mesin.
Suntikan tekanan tinggi: Omboh (pelocok) dalam mesin bertindak seperti picagari, secara paksa menyuntik logam cair ke dalam acuan dalam masa yang sangat singkat. Tindakan ini mesti pantas, jika tidak logam akan menyejuk di tengah jalan, mengakibatkan bahagian yang tidak lengkap.
4. Penyejukan dan Pembentukan (Penyejukan)
Selepas logam memasuki acuan, haba hilang dengan cepat kerana acuan itu sendiri mempunyai sistem penyejukan.
Pemejalan: Logam cecair mengeras dalam beberapa saat hingga berpuluh-puluh saat (bergantung kepada saiz bahagian), bertukar kembali menjadi pepejal keras.
5. Membuka Acuan dan Mengeluarkan Bahagian (Ejection)
Selepas logam telah mengeras sepenuhnya, mesin secara automatik membuka acuan.
Mengeluarkan bahagian: Pin ejektor dalam acuan menolak bahagian yang telah siap. Bahagian itu masih panas pada ketika ini, dan biasanya diambil oleh lengan robot atau tali pinggang penghantar.
6. Pemangkasan dan Kemasan (Pemangkasan)
Bahagian yang baru dihasilkan tidak sempurna; tepinya biasanya mempunyai beberapa sisa logam yang berlebihan (dipanggil "kilat" atau "pintu gerbang"). Deburring: Pekerja menggunakan mesin penekan atau mesin pengisar untuk memotong bahan yang berlebihan, hanya meninggalkan produk siap yang bersih. Sampah yang dibuang tidak dibazirkan; ia boleh dileburkan dalam relau dan digunakan semula.