Jawapan Ringkas: Bagaimana Die Casting Berfungsi
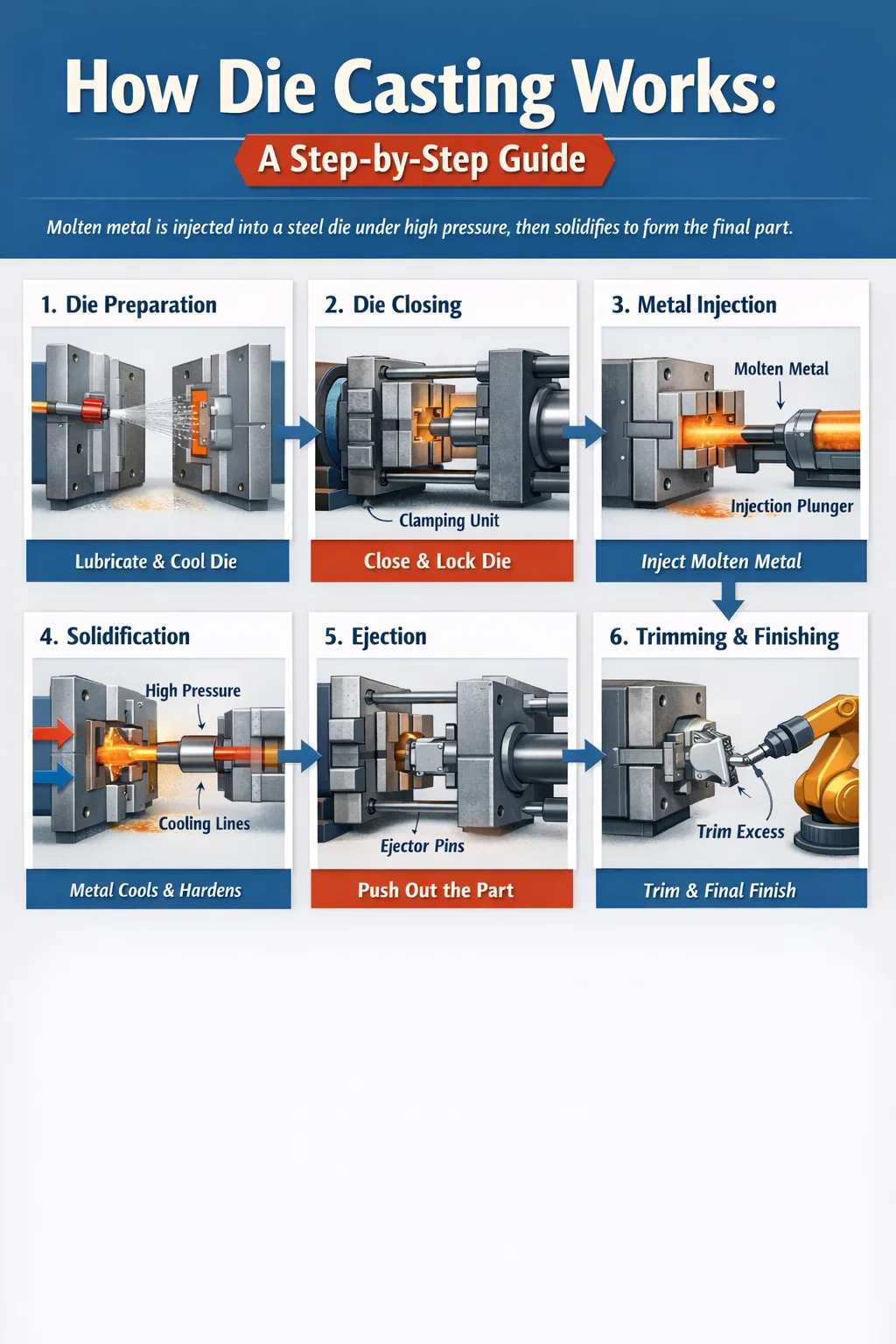
Die casting ialah proses pembentukan logam di mana logam cair disuntik di bawah tekanan tinggi ke dalam acuan keluli yang mengeras - dipanggil die - dan dipegang di sana sehingga logam itu menjadi pepejal ke dalam bentuk rongga yang tepat. Setelah pepejal, dadu terbuka, pin ejektor menolak bahagian keluar, dan kitaran bermula semula. Satu dadu boleh mengulangi urutan ini ratusan ribu kali sebelum ia habis.
Proses ini digunakan terutamanya dengan aloi bukan ferus: aluminium, zink, magnesium, dan logam berasaskan tembaga. Tekanan suntikan biasanya berkisar antara 1,500 psi hingga lebih 25,000 psi , yang membolehkan tuangan die menghasilkan bahagian dengan dinding nipis, toleransi yang ketat (selalunya ±0.002 inci), dan kemasan permukaan seperti tuang yang licin tanpa pemesinan yang meluas selepas itu.
Jika anda memerlukan berpuluh-puluh ribu bahagian logam yang serupa — kurungan automotif, perumah elektronik, kelengkapan paip, komponen perkakas — tuangan cetakan hampir selalu merupakan kaedah pembuatan yang paling menjimatkan kos sebaik sahaja anda telah menyerap kos perkakasan awal.
Proses Tuangan Die Langkah demi Langkah
Memahami cara tuangan die dilakukan memerlukan berjalan melalui setiap peringkat kitaran pengeluaran. Walaupun mesin dan aloi yang berbeza memperkenalkan variasi, urutan asas adalah konsisten di seluruh industri.
Langkah 1 — Penyediaan Die dan Pelinciran
Sebelum setiap pukulan, bahagian die disembur dengan pelincir atau agen pelepas. Ini mempunyai dua tujuan: ia membantu tuangan pejal dikeluarkan dengan bersih tanpa melekat, dan ia menyejukkan sedikit permukaan cetakan untuk mengekalkan profil terma yang konsisten. Pelincir die berasaskan air adalah pilihan yang paling biasa di kedai moden kerana ia mengurangkan asap dan mematuhi peraturan alam sekitar. Kitaran semburan biasanya mengambil masa dua hingga lima saat dan diautomatikkan pada talian volum tinggi.
Langkah 2 — Tutup Mati dan Pengapit
Mesin tuangan die mengapit kedua-dua bahagian dadu bersama-sama dengan daya yang sangat besar. Daya pengapit ini diukur dalam tan dan mesti melebihi daya yang akan dikenakan oleh logam cair bertekanan pada muka die semasa suntikan. Sebuah mesin berkadar 500 tan menahan dadu ditutup dengan 500 tan daya pengapit. Mesin terdiri daripada di bawah 100 tan untuk bahagian zink kecil sehingga 4,000 tan atau lebih untuk komponen struktur aluminium yang besar. Jika daya pengapit tidak mencukupi, logam cair boleh memancar keluar di antara bahagian dadu, menghasilkan sirip nipis pada bahagian tersebut dan berpotensi merosakkan perkakas.
Langkah 3 - Suntikan Logam
Ini adalah langkah yang menentukan. Logam cair ditolak ke dalam rongga cetakan melalui sistem saluran - sprue, pelari dan pintu gerbang - yang mengalir terus ke dalam geometri bahagian. Dalam mesin ruang sejuk, pukulan logam yang diukur dimasukkan atau dituangkan secara automatik ke dalam lengan pukulan, dan pelocok hidraulik memacunya ke hadapan. Dalam mesin ruang panas, mekanisme suntikan direndam dalam mandi logam cair dan menarik cas yang tepat secara langsung. Kelajuan suntikan boleh dilaraskan mengikut fasa: fasa pertama yang perlahan mengisi sistem pelari, dan fasa kedua yang cepat mengisi rongga bahagian untuk mengelakkan pemejalan pramatang. Masa pengisian untuk rongga itu sendiri selalunya antara 10 dan 100 milisaat.
Langkah 4 — Pengukuhan dan Pemejalan
Sejurus selepas rongga terisi, mesin menggunakan tekanan intensifikasi — lonjakan tekanan sekunder yang lebih tinggi — untuk membungkus lebih banyak logam dan mengimbangi pengecutan apabila tuangan menjadi pejal. Tekanan ini dikekalkan untuk masa tinggal, biasanya satu hingga tiga puluh saat bergantung pada ketebalan dinding dan aloi. Die itu sendiri bertindak sebagai sink haba; saluran penyejukan dalamannya membawa air atau minyak terma untuk mengeluarkan haba dengan cepat dan konsisten. Penyejukan yang lebih pantas membolehkan masa kitaran yang lebih pendek dan struktur mikro yang lebih halus di bahagian siap.
Langkah 5 — Pembukaan Mati dan Pengeluaran Bahagian
Apabila logam telah cukup kukuh, unit pengapit akan ditarik balik dan bahagian dadu dipisahkan. Tuangan kekal pada separuh (separuh ejektor) kerana sudut draf dan geometri direka bentuk sedemikian. Pin ejektor — rod keluli keras yang diletakkan ke dalam dadu — maju dan tolak bahagian itu bebas. Pin meninggalkan tanda saksi bulat kecil pada permukaan tuangan yang tidak kritikal. Robot atau pengendali manusia mengeluarkan bahagian itu, dan kitaran dimulakan semula.
Langkah 6 - Pemangkasan dan Kemasan
Tuangan mentah keluar melekat pada sistem pelari dan pintu pagar, dan selalunya mempunyai kilat nipis di sepanjang garisan perpisahan. Die trim dalam penekan hidraulik memotong pelari dan lebihan kilat dalam satu lejang. Kemasan lanjut bergantung pada aplikasi: letupan pukulan untuk permukaan kosmetik, pemesinan CNC untuk lubang berulir atau lubang tepat, rawatan haba untuk aloi aluminium struktur, dan salutan permukaan seperti anodisasi, salutan serbuk atau penyaduran krom.
Ruang Panas lwn Bilik Sejuk Die Casting
Kedua-dua jenis mesin utama masing-masing sesuai dengan julat aloi yang berbeza. Memilih jenis yang salah untuk bahan tertentu sama ada akan memusnahkan mesin atau menghasilkan bahagian yang tidak berkualiti.
| Ciri | Hot Chamber | Cold Chamber |
|---|---|---|
| Lokasi sistem suntikan | Tenggelam dalam logam cair | Asingkan daripada relau |
| Aloi yang serasi | Zink, magnesium, plumbum, timah | Aluminium, loyang, magnesium (suhu tinggi) |
| Kelajuan kitaran | Lebih pantas (sehingga 18 tangkapan/min untuk zink) | Lebih perlahan (senduk manual menambah masa) |
| Tekanan suntikan maksimum | ~2,500 psi | Sehingga 25,000 psi |
| Julat saiz bahagian | Kecil hingga sederhana | Kecil hingga sangat besar |
| Kecenderungan keliangan | Lebih rendah | Sederhana (diuruskan oleh kawalan proses) |
Mesin ruang panas tidak boleh digunakan dengan aluminium kerana aluminium melarutkan besi pada suhu tuangan biasa, dengan pantas menyerang leher angsa keluli dan pelocok sistem suntikan tenggelam. Mesin kebuk sejuk adalah pilihan yang betul untuk tuangan die aluminium — logam dicairkan dalam relau pegangan yang berasingan dan hanya memasuki lengan pukulan sejurus sebelum suntikan, mengehadkan masa pendedahan.
Bahan yang Digunakan dalam Die Casting
Pilihan aloi memacu hampir setiap keputusan lain dalam proses — jenis mesin, bahan mati, masa kitaran dan sifat bahagian akhir. Ini ialah empat keluarga yang paling biasa dilihat dalam operasi tuangan die komersial.
Aloi Aluminium
Aluminium menyumbang kira-kira 80% daripada semua pengeluaran tuangan die mengikut berat di Amerika Utara. Aloi yang paling banyak digunakan ialah A380, A383, dan A360. A380 menawarkan keseimbangan kebolehtuangan, kekuatan (kekuatan tegangan muktamad sekitar 47,000 psi) dan rintangan kakisan yang sangat baik, menjadikannya pilihan lalai untuk perumahan elektronik automotif dan pengguna. Ketumpatan rendah aluminium — kira-kira satu pertiga daripada keluli — merupakan pemacu utama permintaan kerana pembuat kereta mencari komponen ringan untuk memenuhi sasaran penjimatan bahan api dan julat EV. Kelemahannya ialah suhu tuangan yang lebih tinggi (sekitar 1,200°F / 650°C), yang memendekkan hayat cetakan berbanding zink.
Aloi Zink
Aloi zink (Zamak 3, Zamak 5, ZA-8) dilemparkan pada suhu yang jauh lebih rendah (sekitar 780°F / 415°C), yang memberikan perkakasan jangka hayat yang lebih lama — selalunya melebihi satu juta syot berbanding 100,000–400,000 untuk cetakan aluminium. Bahagian zink boleh dituang dengan dinding yang sangat nipis (sehingga 0.4 mm) dan perincian permukaan yang sangat halus, itulah sebabnya ia digunakan untuk perkakasan hiasan, badan kunci dan komponen mekanikal ketepatan kecil. Zink lebih tumpat daripada aluminium tetapi kos pemprosesannya yang lebih rendah dan hayat alat yang lebih lama sering menjadikannya lebih menjimatkan untuk bahagian kecil volum tinggi.
Aloi Magnesium
Magnesium ialah logam berstruktur paling ringan yang biasanya die cast, kira-kira 33% lebih ringan daripada aluminium mengikut isipadu. Aloi seperti AZ91D dan AM60B digunakan dalam struktur dalaman automotif, casis komputer riba dan badan alat kuasa di mana berat adalah pemacu utama. Magnesium boleh diproses sama ada dalam mesin kebuk panas atau sejuk bergantung pada aloi tertentu dan saiz bahagian yang diperlukan. Satu pertimbangan pengeluaran penting: magnesium mudah terbakar dalam bentuk dibahagikan halus, jadi sekerap dan kerepek memerlukan pengendalian yang teliti dan sistem pemadaman kebakaran yang berdedikasi di kemudahan.
Aloi Berasaskan Kuprum (Loyang dan Gangsa)
Aloi kuprum memerlukan suhu tuangan tertinggi — selalunya melebihi 1,650°F (900°C) — yang memendekkan hayat cetakan dengan ketara dan meningkatkan kos tenaga. Walau bagaimanapun, tuangan tembaga dan gangsa menawarkan rintangan kakisan yang sangat baik, kekonduksian elektrik yang baik, dan penampilan premium yang menjadikannya berharga dalam kelengkapan paip, penyambung elektrik dan perkakasan seni bina. Tuangan die aloi kuprum mewakili bahagian kecil tetapi berterusan daripada jumlah pengeluaran kerana tiada bahan lain yang sepadan dengan gabungan sifatnya pada kos yang setanding untuk bahagian volum sederhana.
Reka Bentuk dan Peralatan Die
Die ialah elemen yang paling berintensifkan modal dalam proses tuangan die, dan reka bentuknya secara langsung menentukan kualiti bahagian, masa kitaran dan ekonomi pengeluaran. Die yang direka bentuk dengan buruk akan menyebabkan masalah tiada pelarasan mesin boleh diperbaiki sepenuhnya.
Bahan Die
Perkakas tuangan mati hampir dibuat secara universal daripada keluli alat kerja panas H13, dikeraskan kepada kira-kira 44–48 HRC. H13 dipilih kerana ia menentang kelesuan terma — pemanasan dan pelindapkejutan berulang yang akan memecahkan keluli yang lebih rendah dalam beribu-ribu kitaran. Gred premium H13 dengan kawalan kimia yang lebih ketat dan pemprosesan lebur semula arka vakum (VAR) boleh memanjangkan hayat cetakan dengan ketara. Untuk pengeluaran aluminium volum sangat tinggi, sesetengah operasi menggunakan keluli diubah suai seperti DIN 1.2367 atau gred proprietari yang dibangunkan oleh pembekal perkakas.
Reka Bentuk Sistem Gating dan Runner
Di mana logam memasuki rongga - lokasi pintu masuk - mengawal corak isian, terperangkap udara dan pengecutan. Perisian simulasi (Magmasoft, ProCAST, Flow-3D) kini menjadi amalan standard untuk reka bentuk cetakan, membolehkan jurutera memodelkan aliran logam, meramalkan penutupan sejuk, mengenal pasti tempat keliangan berkemungkinan terbentuk, dan mengoptimumkan penempatan telaga gerbang dan limpahan sebelum memotong sekeping keluli. Melabur dalam simulasi sebelum fabrikasi perkakas biasanya menjimatkan jauh lebih banyak daripada kosnya dengan menangkap masalah yang memerlukan pengubahsuaian die yang mahal.
Draf Sudut dan Garis Perpisahan
Setiap dinding menegak dalam tuangan dadu mesti mempunyai sudut draf - tirus sedikit - untuk membolehkan bahagian tersebut terlepas daripada acuan tanpa menyeret atau melekat. Sudut draf biasa ialah 1° hingga 3° untuk permukaan luar dan 2° hingga 5° untuk teras dalaman. Dinding draf sifar secara teorinya mungkin dengan salutan khas atau helah geometri tetapi menambah kos dan risiko. Garis perpisahan adalah tempat kedua-dua bahagian die bertemu; mengesannya dengan betul meminimumkan denyar, memudahkan pembinaan alat dan menjadikan permukaan kosmetik lebih mudah dikawal.
Reka Bentuk Sistem Penyejukan
Saluran penyejukan dalaman yang dibosan melalui keluli mati membawa air terkawal suhu. Peletakannya berbanding bahagian tebal bahagian, di mana haba tertumpu, menentukan seberapa sekata tuangan itu memejal dan berapa cepat kitaran boleh berjalan. Penyejukan konformal — saluran yang mengikut kontur rongga acuan dan bukannya digerudi lurus — semakin direka melalui sisipan pembuatan bahan tambahan, membolehkan pengekstrakan haba yang lebih agresif di zon kritikal dan pengurangan masa kitaran sebanyak 15–25% dalam sesetengah aplikasi.
Parameter Proses Utama dan Cara Ia Dikawal
Die casting bukanlah operasi set-and-forget. Proses yang stabil dan berkualiti tinggi memerlukan pemantauan dan kawalan aktif ke atas pelbagai pembolehubah saling bergantung.
- Suhu logam: Terlalu panas meningkatkan keliangan pengecutan dan hakisan mati; terlalu sejuk menyebabkan salah jalan dan penutupan sejuk. Aluminium biasanya dituangkan pada 1,250°F–1,350°F (677°C–732°C) bergantung pada geometri bahagian dan ketebalan dinding.
- Halaju suntikan: Halaju fasa pertama (perlahan) memenuhi pelari; halaju fasa kedua (cepat) memenuhi rongga. Halaju pintu — kelajuan di mana logam melalui pintu masuk ke bahagian — biasanya disasarkan antara 100 dan 180 kaki/s untuk aluminium.
- Tekanan intensifikasi: Digunakan serta-merta selepas mengisi rongga, tekanan ini mengemas logam pemejal untuk mengurangkan lompang pengecutan. Tekanan intensifikasi biasa untuk aluminium ialah 8,000–15,000 psi.
- Suhu mati: Die mesti mencapai dan mengekalkan keseimbangan terma — biasanya 300°F–500°F (150°C–260°C) untuk aluminium — sebelum bahagian pengeluaran dijalankan. Mati sejuk menyebabkan kecacatan permukaan; acuan yang terlalu panas memanjangkan masa kitaran dan mempercepatkan kelesuan haba.
- Bantuan vakum: Sesetengah tetapan tuangan die menggunakan talian vakum yang disambungkan ke rongga die untuk mengosongkan udara sebelum suntikan. Mengeluarkan udara mengurangkan keliangan gas dan membolehkan kelajuan suntikan yang lebih tinggi tanpa memerangkap gas di bahagian itu — amat berharga untuk komponen struktur yang akan dirawat haba atau dikimpal.
Mesin tuangan mati moden merekodkan setiap data proses pukulan — kedudukan pelocok, halaju, lengkung tekanan — dalam masa nyata. Carta kawalan proses statistik dibenderakan apabila parameter hanyut di luar had yang ditetapkan, membolehkan jurutera proses membetulkan isu sebelum kadar sekerap meningkat.
Kecacatan Biasa dalam Die Casting dan Puncanya
Memahami mekanisme kecacatan adalah penting untuk menyelesaikan masalah proses. Kebanyakan kecacatan dikesan kembali kepada set punca yang agak kecil.
Keliangan
Kecacatan die casting yang paling lazim. Terdapat dua jenis: keliangan gas, disebabkan oleh udara atau hidrogen terlarut yang terperangkap semasa pengisian, dan keliangan pengecutan, disebabkan oleh logam yang tidak mencukupi untuk menyuap bahagian pengecutan semasa ia menjadi pejal. Keliangan gas biasanya kelihatan sebagai lompang bulat berhampiran permukaan atau di kawasan yang terakhir diisi. Keliangan pengecutan kelihatan sebagai lompang yang tidak teratur dan bergerigi dalam keratan rentas yang tebal. Pemulihan termasuk bantuan vakum, reka bentuk pintu yang dioptimumkan, tekanan intensifikasi yang diselaraskan, dan pengurangan ketebalan dinding melalui reka bentuk semula bahagian.
Tutup Dingin dan Salah Larian
Penutup sejuk muncul sebagai garisan yang boleh dilihat pada permukaan tuangan di mana dua hadapan aliran logam bertemu tetapi tidak bercantum dengan betul kerana ia telah terlalu sejuk sebelum bercantum. Salah larian ialah isian yang tidak lengkap — sebahagian daripada rongga yang tidak menerima logam yang mencukupi sebelum ia menjadi pejal. Kedua-duanya disebabkan oleh suhu logam yang tidak mencukupi, kelajuan suntikan yang terlalu rendah, isipadu logam yang tidak mencukupi, atau penyejukan die yang berlebihan. Peningkatan suhu logam, halaju suntikan atau berat pukulan biasanya menyelesaikan kecacatan ini.
Pematerian dan Hakisan Mati
Pematerian berlaku apabila aloi aluminium melekat pada keluli dadu, menarik bahan dari permukaan bahagian pada lentingan dan akhirnya membina mendapan pada dadu. Ia didorong oleh tindak balas kimia antara aluminium cair dan besi dalam keluli mati, dipercepatkan oleh suhu logam tinggi dan halaju pintu tinggi yang memberi kesan pada permukaan cetakan yang sama berulang kali. Salutan pelindung (nitriding, salutan PVD seperti TiAlN), kawalan suhu mati, dan pelinciran yang dioptimumkan mengurangkan kekerapan pematerian. Kes-kes yang teruk memerlukan penggilap mati atau pembaikan kimpalan.
kilat
Denyar ialah sirip logam nipis yang menyemperit di antara bahagian die atau di sekeliling pin ejektor. Ia berpunca daripada daya pengapit yang tidak mencukupi, permukaan garisan perpisahan yang haus atau rosak, atau tekanan suntikan yang berlebihan. Denyar kecil dikeluarkan dalam penekan trim; denyar berterusan menunjukkan masalah mesin, mati atau proses parameter yang memerlukan pembetulan sebelum ia menjadi lebih teruk.
Variasi dan Kaedah Die Casting Termaju
Di luar tuangan die tekanan tinggi konvensional, beberapa varian proses menangani keperluan bahagian tertentu atau sasaran kualiti yang tidak dapat dipenuhi oleh tuangan standard.
Tuangan Die Vakum
Tuangan die vakum mengosongkan udara dari rongga die sejurus sebelum suntikan melalui injap vakum khusus. Tekanan udara sisa dalam rongga dikurangkan kepada di bawah 50 mbar dalam sistem canggih. Hasilnya ialah keliangan gas yang lebih rendah secara mendadak, yang membolehkan tuangan dirawat haba (T5 atau T6) dan dikimpal — keupayaan yang tidak dapat dicapai dengan pasti oleh tuangan die standard. Bahagian automotif berstruktur seperti menara hentakan, tiang B, dan penutup bateri semakin banyak dibuat dengan cara ini.
Tuangan Mati Separuh Pepejal (Thixocasting dan Rheocasting)
Dalam pemprosesan separa pepejal, logam disuntik pada suhu antara cecair dan pepejalnya — dalam keadaan separa pepejal, seperti buburan. Oleh kerana logam lebih likat dan mengisi die dalam cara yang kurang bergelora, lebih lamina, perangkap gas berkurangan dengan ketara. Bahagian yang dihasilkan melalui penuangan atau penuangan thixocasting boleh menghampiri tahap keliangan bahagian palsu dalam beberapa geometri. Proses ini lebih kompleks dan mahal untuk dikendalikan daripada tuangan mati konvensional, jadi ia dikhaskan untuk komponen bernilai tinggi dalam aeroangkasa, sukan permotoran dan aplikasi automotif premium.
Picit Casting
Tuangan picit menggunakan halaju suntikan yang jauh lebih rendah tetapi tekanan yang sangat tinggi (selalunya 10,000–30,000 psi) digunakan dan ditahan sepanjang pemejalan. Tekanan berkekalan tinggi menindas keliangan dan memperhalusi struktur mikro, menghasilkan tuangan dengan sifat mekanikal yang menghampiri penempaan. Roda aluminium untuk kenderaan berprestasi tinggi adalah aplikasi tuangan picit yang biasa. Masa kitaran adalah lebih lama daripada tuangan die konvensional, dan prosesnya memerlukan reka bentuk cetakan yang lebih berhati-hati untuk pengagihan tekanan.
Casting Mega (Gigacasting)
Perkembangan terkini yang didorong sebahagian besarnya oleh industri kenderaan elektrik, tuangan mega menggunakan mesin 6,000 tan atau lebih besar untuk menghasilkan tuangan struktur aluminium tunggal yang menggantikan pemasangan berpuluh-puluh bahagian keluli yang dicap dan dikimpal. Tesla mempopularkan pendekatan ini dengan tuangan bawah badan belakangnya, yang menggabungkan kira-kira 70 bahagian individu ke dalam satu pukulan. Beberapa pembuat kereta lain kini sedang memulakan atau mengendalikan sel tuangan die format besar yang serupa. Kes ekonomi bergantung pada kiraan perkakas yang dikurangkan, talian pemasangan yang lebih ringkas dan kos penyambungan yang lebih rendah, walaupun ia memerlukan pelaburan mesin pendahuluan yang sangat besar.
Tuangan Mati lwn. Proses Tuangan Logam Lain
Tuangan mati bukan satu-satunya cara untuk menuang bahagian logam, dan ia tidak selalunya yang betul. Memahami di mana ia sesuai berbanding dengan alternatif membantu dalam memilih proses yang betul untuk projek tertentu.
| Proses | Kos Perkakas | Kos Sebahagian (Volume Tinggi) | Ketepatan Dimensi | Terbaik Untuk |
|---|---|---|---|---|
| Tuangan die tekanan tinggi | Tinggi ($20K–$200K ) | Sangat rendah | Cemerlang | Bahagian bukan ferus volum tinggi |
| Tuangan acuan kekal | Sederhana | rendah | bagus | Isipadu sederhana, dinding lebih tebal |
| Pemutus pelaburan | Sederhana | tinggi | Sangat tinggi | Geometri kompleks, aloi ferus, aeroangkasa |
| Tuangan pasir | rendah | Sederhana to high | Miskin ke adil | rendah volume, large parts, iron/steel |
Keputusan biasanya datang kepada volum. Perkakas tuangan mati untuk bahagian aluminium biasanya berharga antara $30,000 dan $150,000 bergantung pada kerumitan. Pelaburan itu masuk akal pada 50,000 atau lebih bahagian setahun tetapi sukar untuk dibenarkan untuk beberapa ratus unit. Untuk pengeluaran volum rendah, tuangan pasir atau tuangan pelaburan adalah lebih menjimatkan walaupun kos setiap bahagian lebih tinggi. Untuk aloi ferus (keluli, besi), tuangan die biasanya tidak digunakan sama sekali - tuangan pelaburan, tuangan pasir, atau penempaan adalah pilihan yang sesuai.
Industri dan Aplikasi Tempat Die Casting Menguasai
Gabungan kepantasan, ketepatan dan keupayaan bentuk jaring die casting telah menjadikannya proses pembuatan lalai untuk pelbagai kategori produk merentas pelbagai industri.
- Automotif: Blok enjin (dalam beberapa konfigurasi), perumah transmisi, badan pam minyak, pemasangan pendakap, pemegang pintu, perumah cermin, roda (picit cast) dan komponen badan berwarna putih yang semakin besar. Automotif ialah pasaran tunggal terbesar untuk tuangan die, menyumbang lebih daripada 50% daripada pengeluaran Amerika Utara mengikut nilai.
- Elektronik pengguna: Casis komputer riba dan tablet, bingkai dalaman telefon pintar, badan kamera dan struktur sink haba mendapat manfaat daripada gabungan aluminium ringan, kekonduksian terma dan kekukuhan struktur.
- Peralatan industri: Perumah kotak gear, badan pam, perumah motor, dan badan injap dihasilkan dalam jumlah yang tinggi dengan ketebalan dinding yang konsisten dan integriti ketat tekanan.
- Infrastruktur telekomunikasi: Kepungan stesen pangkalan 5G dan komponen pengurusan haba menggunakan tuangan cetakan aluminium untuk gabungan perisai EMI, prestasi terma dan kestabilan dimensi.
- Paip dan HVAC: Kelengkapan tuangan tembaga dan aluminium, injap, dan blok manifold dipasang berjuta-juta orang setiap tahun dalam pembinaan kediaman dan komersial.
- Alat kuasa dan perkakas: Perumah motor, kotak gear dan bingkai struktur untuk alatan kuasa, peralatan rumput dan perkakas rumah bergantung pada tuangan cetakan untuk toleransi yang ketat dan kemasan permukaan yang baik pada kadar pengeluaran yang tinggi.
Perkara yang Dijangkakan dari Segi Toleransi, Kemasan Permukaan dan Masa Utama
Pembeli dan jurutera yang menyatakan bahagian tuangan die memerlukan jangkaan yang realistik tentang perkara yang boleh dan tidak boleh disampaikan oleh proses tanpa operasi sekunder.
Toleransi Dimensi
Tuangan die mencapai toleransi yang lebih ketat daripada tuangan pasir atau tuangan acuan kekal, tetapi ia bukan proses pemesinan ketepatan. Toleransi as-cast ±0.003 hingga ±0.005 inci setiap inci adalah tipikal untuk aluminium. Ciri yang memerlukan kawalan yang lebih ketat — gerek galas, kedudukan lubang berulir, permukaan mengawan — memerlukan pemesinan CNC selepas tuang. Persatuan Die Casting Amerika Utara (NADCA) menerbitkan piawaian toleransi terperinci yang menjadi rujukan industri untuk menentukan bahagian tuangan.
Kemasan Permukaan
Permukaan as-cast pada aluminium die cast biasanya dalam julat 63–125 Ra mikroinci (1.6–3.2 Ra mikrometer), yang cukup licin untuk kebanyakan tujuan fungsian dan kosmetik tanpa kemasan lanjut. Tuangan die zink boleh mencapai permukaan seperti tuangan yang lebih halus dan mengambil penyaduran elektrik secara langsung, menjadikannya lebih disukai untuk perkakasan hiasan yang akan bersalut krom atau nikel.
Masa Utama Perkakas dan Masa Utama Bahagian
Fabrikasi perkakasan untuk acuan tuangan aluminium sederhana kompleks biasanya diperlukan 8 hingga 14 minggu daripada kelulusan reka bentuk hingga tangkapan pertama. Alat mudah boleh disiapkan dengan lebih cepat; mati besar, berbilang rongga atau kompleks boleh mengambil masa 16–20 minggu. Setelah perkakasan terbukti dan dalam pengeluaran, masa utama untuk bahagian bergantung pada kuantiti dan penjadualan larian tetapi biasanya 3-6 minggu untuk pesanan standard. Talian khusus volum tinggi boleh menghantar bahagian dengan notis yang lebih singkat sebaik sahaja jadual pengeluaran ditetapkan.