Bolehkah 6061 Aluminium Die Cast? Jawapan Langsung
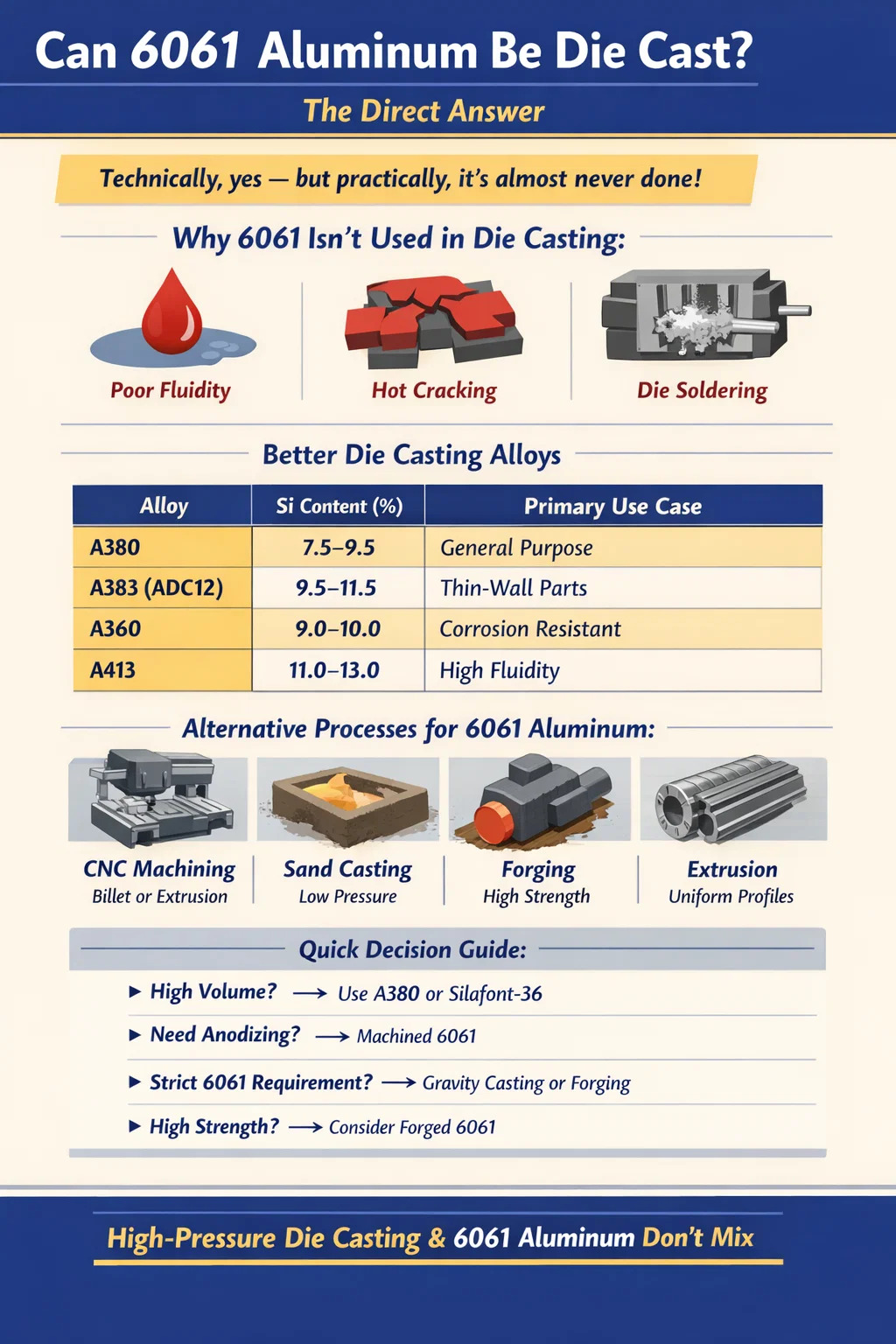
Secara teknikal, ya - tetapi dalam pembuatan praktikal, 6061 aluminium hampir tidak pernah digunakan dalam tuangan die , dan kebanyakan kemudahan tuangan die akan menasihatkannya. Sebabnya datang kepada kimia aloi. 6061 ialah aloi aluminium tempa, bermakna ia direka khusus untuk proses seperti penyemperitan, penggulungan dan penempaan — bukan untuk suntikan ke dalam acuan keluli di bawah tekanan tinggi. Kandungan magnesium dan silikonnya, walaupun sangat baik untuk prestasi struktur selepas rawatan haba, menimbulkan masalah serius dalam persekitaran tuangan: kecairan yang lemah, kecenderungan rekahan panas dan isu pematerian cetakan yang meningkatkan kadar sekerap dan kos perkakas.
Aloi aluminium yang mendominasi die casting industri direka bentuk untuk proses tersebut. A380, A383, A360, dan ADC12 menyumbang sebahagian besar tuangan die aluminium di seluruh dunia dengan tepat kerana kandungan silikonnya — biasanya antara 8% dan 12% — memberikannya kecairan cair, kelakuan terma dan ciri pemejalan yang diperlukan oleh tuangan. 6061 mengandungi hanya 0.4%–0.8% silikon , jauh di bawah ambang yang diperlukan untuk tuangan die volum tinggi yang boleh dipercayai.
Artikel ini menerangkan sebab 6061 berkelakuan seperti dalam tuangan die, apakah alternatif yang wujud, dan dalam senario yang memilih aloi yang berbeza — atau proses yang berbeza sama sekali — akan menghasilkan hasil yang lebih baik pada kos yang lebih rendah.
Memahami 6061 Aluminium: Komposisi Aloi dan Implikasinya
Aluminium 6061 ialah aloi siri 6xxx, yang bermaksud unsur pengaloian utamanya ialah magnesium (Mg) dan silikon (Si). Julat komposisi standard adalah seperti berikut:
| unsur | Julat Komposisi (%) | Peranan dalam Aloi |
|---|---|---|
| Silikon (Si) | 0.40 – 0.80 | Pengukuhan melalui mendakan Mg₂Si |
| Magnesium (Mg) | 0.80 – 1.20 | Elemen pengukuhan utama |
| Kuprum (Cu) | 0.15 – 0.40 | Kekuatan tambahan, mengurangkan sedikit rintangan kakisan |
| Chromium (Cr) | 0.04 – 0.35 | Kawalan struktur bijirin |
| Besi (Fe) | Maks 0.70 | kebetulan; dikawal sebagai najis |
| Aluminium (Al) | Baki (~96–99) | Logam asas |
Gabungan Mg dan Si membentuk magnesium silisid (Mg₂Si) mendakan semasa rawatan haba (T4 atau T6 temper), yang memberikan 6061-T6 kekuatan tegangannya yang terkenal kira-kira 310 MPa (45,000 psi) . Tindak balas pengerasan kerpasan ini adalah salah satu kelebihan terbesar aloi — tetapi ia adalah kelebihan pasca pemprosesan, bukan kelebihan tuangan.
Sebaliknya, kandungan silikon yang rendah bermakna aloi cair mempunyai kelikatan yang tinggi dan julat pemejalan yang sempit. Apabila dituangkan atau disuntik ke dalam dadu, ia tidak mudah mengalir ke dinding nipis atau geometri kompleks. Hasilnya ialah pengisian yang tidak lengkap, penutupan sejuk dan keliangan — kecacatan yang amat bermasalah untuk bahagian tuangan yang berstruktur atau ketat tekanan.
Mengapa 6061 Berprestasi Lemah dalam Proses Tuangan Die
Die casting ialah proses tekanan tinggi dan berkelajuan tinggi. Aluminium cair disuntik ke dalam acuan keluli pada tekanan yang biasanya bermula dari 10,000 hingga 30,000 psi (69 hingga 207 MPa) , pada masa pengisian diukur dalam milisaat. Aloi mesti mengalir serta-merta melalui pelari dan pintu pagar, mengisi bahagian nipis sepenuhnya, dan memejal secara dijangka. 6061 mencipta berbilang titik kegagalan dalam persekitaran ini.
Kecairan Lebur yang lemah
Kebendalir dalam aloi tuangan aluminium sebahagian besarnya dikawal oleh kandungan silikon. Silikon merendahkan takat lebur, melebarkan tingkap suhu pepejal cecair, dan mengurangkan ketegangan permukaan dalam cair. Aloi tuangan mati seperti A380 mengandungi kira-kira 8.5% silikon. 6061 mengandungi kurang daripada 1%. Dalam ujian kecairan (cth., ujian kecairan lingkaran), A380 secara konsisten mengisi dua hingga tiga kali panjang leburan 6061 dalam keadaan yang sama. Bahagian berdinding nipis di bawah 2 mm menjadi mustahil untuk diisi dengan pasti dengan 6061.
Keretakan Panas Semasa Pemejalan
6061 mempunyai julat pemejalan yang luas — jurang antara liquidus (~652°C) dan solidus (~582°C) adalah lebih kurang 70°C. Semasa fasa separa pepejal ini, aloi terdedah kepada koyakan panas: rangka yang separa pepejal mengecut, tetapi logam cecair tidak dapat mengalir dengan cukup pantas melalui saluran yang tinggal untuk mengimbangi. Hasilnya ialah keretakan dalaman. Aloi tuangan mati silikon tinggi mempunyai julat pemejalan yang lebih sempit , yang bermaksud peralihan logam daripada cecair kepada pepejal dengan lebih cepat dan seragam, secara mendadak mengurangkan risiko retak panas.
Pateri Mati dan Kerosakan Alatan
Pematerian die berlaku apabila ikatan aluminium pada permukaan keluli mati. Kandungan besi dalam acuan bertindak balas dengan aluminium dalam cair untuk membentuk sebatian antara logam besi-aluminium (Fe-Al IMCs) pada permukaan cetakan. Silikon bertindak sebagai penampan — ia lebih disukai bertindak balas dengan besi untuk membentuk fasa Fe-Si yang kurang melekat dan lebih mudah dilepaskan. Oleh kerana 6061 rendah dalam silikon, ia lebih terdedah kepada pematerian pada muka cetakan. Ini meningkatkan daya lenting, menyebabkan kecacatan permukaan pada tuangan, dan mempercepatkan hakisan acuan. Die life untuk 6061 dalam ujian casting die telah dilaporkan jauh lebih pendek berbanding aloi tuangan die standard.
Komplikasi Rawatan Haba
Salah satu tarikan utama 6061 ialah tindak balasnya terhadap rawatan haba T6, yang meningkatkan kekuatan tegangan daripada kira-kira 125 MPa (18,000 psi) dalam keadaan sepuhlindap kepada sekitar 310 MPa (45,000 psi). Walau bagaimanapun, bahagian tuangan die — walaupun dalam aloi yang serasi — amat sukar untuk dirawat dipanaskan kerana pemejalan pantas dalam die memerangkap keliangan gas. Apabila tuangan die berliang adalah larutan yang dirawat haba pada suhu sekitar 530°C, gas yang terperangkap mengembang dan menyebabkan melepuh pada permukaan. tuangan 6061 akan menghadapi isu yang sama ini, sementara juga telah mengalami masalah kecairan dan keretakan semasa tuangan. Keputusan bersihnya ialah kelebihan kekuatan 6061 yang sepatutnya tidak dapat direalisasikan dengan pasti melalui tuangan die.
Apakah Aloi Aluminium Yang Sebenarnya Digunakan dalam Tuangan Die
Industri tuangan die telah menyelesaikan senarai pendek aloi aluminium yang secara konsisten memberikan hasil yang boleh dipercayai dan berkualiti tinggi. Memahami alternatif ini adalah penting semasa menilai sama ada untuk meneruskan tuangan die untuk bahagian yang pada mulanya direka bentuk sekitar 6061.
| Aloi | Kandungan Si (%) | UTS (MPa) | Kes Penggunaan Utama |
|---|---|---|---|
| A380 | 7.5 – 9.5 | ~317 | Tujuan am; aloi tuangan mati yang paling banyak digunakan di seluruh dunia |
| A383 (ADC12) | 9.5 – 11.5 | ~310 | Bahagian dinding nipis yang kompleks; kecairan yang lebih baik daripada A380 |
| A360 | 9.0 – 10.0 | ~317 | Ketegangan tekanan, rintangan kakisan |
| A413 | 11.0 – 13.0 | ~296 | Kecairan tertinggi; komponen hidraulik, tuangan yang rumit |
| Silafont-36 (Al-Si-Mg) | 9.5 – 11.5 | Sehingga ~350 (T5/T7) | tuangan die automotif struktur; boleh dirawat haba |
| 6061 | 0.40 – 0.80 | 310 (T6, tempa) | Penyemperitan, penempaan, pemesinan — bukan tuangan die |
A380 sahaja menyumbang anggaran 60% atau lebih daripada semua tuangan die aluminium yang dihasilkan di Amerika Utara . Gabungan sifat mekanikal yang baik, kebolehtuangan yang sangat baik, dan kos yang berpatutan menjadikannya lalai industri. Apabila pereka bentuk memerlukan aluminium die cast boleh dirawat haba berkekuatan lebih tinggi, mereka semakin beralih kepada aloi seperti Silafont-36 atau Aural-2, yang direka bentuk dari bawah untuk menggabungkan tingkah laku tuangan die yang baik dengan keupayaan untuk bertindak balas terhadap pengerasan usia — sesuatu yang 6061 tidak dapat disampaikan dalam bentuk cetakan die.
Apabila Jurutera Menentukan 6061 dan Mengapa Mereka Bertukar
Dalam banyak senario pembangunan produk, jurutera menentukan 6061 awal dalam projek kerana mereka biasa dengannya, atau kerana prototaip dimesin daripada bilet 6061. Apabila volum pengeluaran meningkat dan tuangan mati menjadi menarik untuk pengurangan kos, persoalan sama ada untuk mengekalkan 6061 menjadi titik keputusan sebenar. Hasil tipikal ialah beralih kepada aloi tuangan mati yang lebih serasi, tetapi logiknya patut dikaji secara terperinci.
Keperluan Harta Mekanikal
Jurutera sering menentukan 6061-T6 untuk kekuatan tegangannya kira-kira 310 MPa dan kekuatan hasil 276 MPa. Persoalannya ialah sama ada sifat ini sebenarnya diperlukan oleh aplikasi, atau sama ada ia dipilih secara konservatif berdasarkan kebiasaan. Die cast A380 mencapai UTS sekitar 317 MPa, sangat hampir dengan 6061-T6, dan kekuatan hasil kira-kira 159 MPa. Untuk aplikasi di mana kekuatan hasil adalah parameter kritikal — seperti kurungan struktur atau perumah galas beban — A380 mungkin gagal, dan jurutera mempunyai dua pilihan: reka bentuk geometri dengan ketebalan dinding tambahan untuk mengimbangi, atau tukar kepada aloi tuangan mati yang boleh dirawat haba seperti Silafont-36, yang boleh mencapai kekuatan hasil 2405 MPa atau lebih tinggi selepas rawatan T/7T.
Rintangan Kakisan
6061 terkenal dengan rintangan kakisan yang baik, terutamanya dalam persekitaran marin dan luar. A380 mengandungi kandungan kuprum yang lebih tinggi (sehingga 3.5%), yang mengurangkan rintangan kakisannya berbanding 6061. Jika sesuatu bahagian perlu menahan semburan garam atau digunakan dalam persekitaran pantai tanpa salutan, A380 mungkin memerlukan rawatan permukaan. A360 ialah aloi tuangan mati alternatif tembaga yang lebih rendah yang memberikan rintangan kakisan yang lebih baik, dan ia sering dinyatakan apabila salutan penukaran anodisasi atau kromat adalah sebahagian daripada proses.
Anodisasi dan Kemasan Permukaan
6061 beranodisasi dengan sangat baik. Komposisi besi rendah, kuprum rendah menghasilkan lapisan oksida anodik yang jelas dan konsisten. Aloi tuangan mati, terutamanya yang mempunyai kandungan silikon yang tinggi, teranodisasi dengan teruk — zarah silikon kekal tidak ternood dan kelihatan sebagai bintik kelabu gelap atau hitam dalam lapisan oksida, menjadikan anodisasi terang hiasan hampir mustahil. Jika bahagian tersebut memerlukan anodisasi yang jelas atau berwarna atas sebab estetik, tuangan die adalah proses yang salah tanpa mengira aloi. Tuangan pasir atau tuangan acuan kekal graviti dengan 6061 atau aloi komposisi tempa yang serupa, diikuti dengan rawatan T6, adalah laluan yang lebih baik untuk bahagian teranod pada volum sederhana.
Kebolehmesinan
6061 adalah keseronokan untuk mesin. Ia menghasilkan cip bersih, memegang toleransi yang ketat, dan menerima benang dan mengetuk dengan baik. Aloi tuangan mati secara amnya lebih sukar pada alat pemotong kerana kandungan silikon yang melelas, walaupun A380 kekal agak boleh dimesin mengikut piawaian tuangan. Jika pemesinan pasca penting diperlukan selepas tuangan — contohnya, lubang gerudi ketepatan, sisipan berulir atau toleransi kerataan yang ketat — ini perlu diambil kira dalam perbandingan kos keseluruhan proses antara tuangan die dengan A380 dan proses alternatif menggunakan 6061.
Proses Pengilangan Alternatif untuk 6061 Aluminium
Memandangkan 6061 tidak sesuai untuk tuangan die, jurutera yang memerlukan sifat material 6061 harus mempertimbangkan proses pembuatan berikut, masing-masing dengan pertukaran sendiri dari segi keupayaan geometri, kemasan permukaan, kos dan skalabiliti volum.
Pemesinan CNC daripada Bilet atau Penyemperitan
Untuk volum rendah hingga sederhana — biasanya di bawah 1,000 bahagian setahun — pemesinan 6061 bilet atau stok penyemperitan selalunya merupakan pendekatan yang paling kos efektif. 6061 mesin pada kelajuan tinggi dengan hayat alat yang sangat baik. Kedai CNC yang cekap boleh menahan toleransi ±0.025 mm (±0.001 in) secara rutin. Hadnya ialah sisa bahan (nisbah beli-untuk-terbang boleh tinggi untuk bahagian yang kompleks) dan masa kitaran untuk geometri yang rumit. Untuk pengeluaran volum tinggi, kos setiap bahagian pemesinan dengan cepat melebihi kos tuangan.
Tuangan Pasir dan Tuangan Acuan Kekal
6061 boleh dibuang pasir atau disuap graviti ke dalam acuan kekal. Proses ini melibatkan tekanan suntikan yang lebih rendah daripada tuangan die, memberikan masa aloi untuk mengisi acuan. Tuangan pasir 6061 diamalkan dalam industri aeroangkasa dan pertahanan , di mana keperluan pensijilan bahan mewajibkan komposisi aloi dan tindak balas rawatan haba daripada membenarkan penggantian dengan aloi tuangan die standard. Kekuatan hasil tuangan pasir 6061 yang dirawat T6 biasanya jatuh dalam julat 220–260 MPa, agak di bawah angka tempa, tetapi mencukupi untuk banyak aplikasi struktur. Kos perkakas untuk tuangan pasir adalah rendah (di bawah $5,000 dalam kebanyakan kes), menjadikannya berdaya maju pada volum daripada prototaip tunggal hingga beberapa ribu bahagian setahun.
Menempa
6061 adalah salah satu aloi aluminium yang paling biasa dipalsukan. Penempaan menjajarkan struktur butiran di sepanjang garis tegasan bahagian, menghasilkan sifat mekanikal yang melebihi kedua-dua bahagian tuang dan mesin. 6061-T6 palsu boleh mencapai kekuatan tegangan 330–350 MPa dan kekuatan hasil 295–310 MPa — bermakna lebih tinggi daripada spesifikasi plat tempa standard. Komponen struktur aeroangkasa, komponen basikal dan bahagian penggantungan automotif sering dipalsukan daripada 6061. Kelemahannya ialah penempaan acuan adalah mahal (selalunya $20,000–$80,000 setiap set die) dan proses ini paling sesuai untuk bahagian yang mempunyai geometri yang agak mudah dan tiada potongan.
Penyemperitan
Penyemperitan boleh dikatakan proses asli 6061. Aloi mengalir melalui dadu untuk menghasilkan profil keratan rentas yang panjang dan berterusan pada kelajuan tinggi. Dies penyemperitan berharga $500–$3,000 untuk profil ringkas, menjadikan proses ini boleh diakses walaupun pada volum rendah. Keratan rentas kompleks dengan ruang berongga boleh dicapai. Operasi sekunder seperti menggergaji hingga panjang, menebuk, menggerudi dan membengkok bertukar 6061 tersemperit menjadi komponen struktur siap. Kekangannya ialah keratan rentas mestilah seragam sepanjang panjang - penyemperitan tidak dapat menghasilkan kerumitan tiga dimensi yang dicapai tuangan.
Thixocasting dan Rheocasting (Pemprosesan Separa Pepejal)
Pemprosesan logam separa pepejal (SSM) adalah pilihan khusus tetapi relevan. Dalam thixocasting, bilet 6061 yang disediakan khas dengan struktur mikro thixotropic dipanaskan ke dalam julat separa pepejal dan disuntik ke dalam dadu. Oleh kerana bahan sebahagiannya pepejal, ia mengalir dengan lebih mudah dijangka, dengan kurang pergolakan dan kurang keliangan berbanding tuangan die konvensional. Kajian penyelidikan telah menunjukkan bahawa thixocast 6061-T6 boleh mencapai kekuatan tegangan 280–310 MPa , sangat hampir dengan penanda aras tempa. Hadnya ialah kos: proses penyediaan bilet (kaedah SIMA atau MHD) menambah perbelanjaan, dan tetingkap proses adalah sempit, memerlukan kawalan suhu yang ketat. Pemprosesan SSM 6061 digunakan dalam komponen automotif dan aeroangkasa di mana prestasi mekanikal dan geometri kompleks mesti wujud bersama, tetapi ia bukan proses pengeluaran arus perdana.
Tuangan Die Tekanan Tinggi lwn. Proses Tekanan dan Graviti Rendah: Kesan ke atas Daya Daya 6061
Perlu dibezakan antara keluarga proses tuangan yang berbeza, kerana cabaran dengan 6061 berbeza dengan ketara bergantung pada tekanan isian dan kelajuan.
- Tuangan die tekanan tinggi (HPDC) : Tekanan suntikan 10,000–30,000 psi, masa pengisian 10–100 ms. 6061 sama sekali tidak sesuai. Gabungan kecairan rendah, kerentanan retak panas, dan pematerian die menjadikan pengeluaran yang boleh dipercayai mustahil pada skala komersial.
- Tuangan die tekanan rendah (LPDC) : Tekanan 5–15 psi (0.03–0.1 MPa), kadar isian jauh lebih perlahan. 6061 tambang lebih baik di sini. LPDC digunakan untuk pembuatan roda dan beberapa tuangan automotif struktur. Isian yang lebih perlahan mengurangkan pergolakan dan membolehkan beberapa aloi dengan kecairan yang lebih rendah berfungsi dengan baik. 6061 boleh menjadi tuangan tekanan rendah dengan pengurusan suhu yang betul, walaupun ia memerlukan kawalan proses yang teliti.
- Acuan kekal graviti (GPM / tuangan sejuk) : Tiada tekanan yang dikenakan; logam diisi oleh graviti. Ini adalah proses tuangan yang paling memaafkan untuk 6061 dari segi keserasian aloi. Tuangan GPM dalam 6061 boleh dipercayai T6 dirawat haba dan mencapai sifat struktur yang berguna. Kemasan permukaan dan ketekalan dimensi adalah lebih rendah daripada HPDC, tetapi prosesnya jauh lebih mudah untuk aloi ini.
- Tuangan die dibantu vakum : Satu varian HPDC di mana vakum dilukis pada rongga die sebelum suntikan untuk mengurangkan keliangan. Walaupun bantuan vakum meningkatkan ketumpatan bahagian dan membolehkan rawatan haba dalam aloi tuangan die standard, ia tidak menyelesaikan masalah kecairan asas atau retak panas yang dikaitkan dengan 6061 dalam konteks HPDC.
Pertimbangan praktikal ialah jika tuangan mati secara khusus bermaksud HPDC — yang dilakukannya dalam kebanyakan perbualan industri — maka 6061 harus dielakkan. Jika proses tekanan rendah atau graviti berada dalam skop, 6061 menjadi pilihan yang berdaya maju, terutamanya untuk bahagian struktur yang memerlukan rawatan haba T6.
Perbandingan Kos: Die Casting dengan A380 lwn. Proses Alternatif dengan 6061
Kos ialah salah satu pemacu yang paling biasa di sebalik persoalan sama ada untuk die cast 6061 — lazimnya, seorang pereka bentuk mahukan sifat material 6061 tetapi ekonomi setiap bahagian bagi die casting. Perbandingan berikut menggunakan bahagian perumahan struktur perwakilan dengan kerumitan sederhana sebagai rujukan.
| Proses | Aloi | Kos Perkakas (Anggaran) | Kos Sebahagian pada 10k/thn | Rawatan Haba Mungkin? |
|---|---|---|---|---|
| HPDC | A380 | $30,000–$100,000 | $2–$8 | Terhad (risiko keliangan) |
| HPDC (struktur) | Silafont-36 | $30,000–$100,000 | $3–$10 | Ya (dibantu vakum) |
| Graviti Perm. acuan | 6061 | $5,000–$20,000 | $8–$20 | Ya (T6 boleh dicapai) |
| Tuangan Pasir | 6061 | $1,000–$8,000 | $15–$40 | Ya (T6 boleh dicapai) |
| Pemesinan CNC | 6061 bilet | $0–$5,000 (pemasangan) | $20–$80 | Ya (stok pra-rawatan) |
Data menunjukkan bahawa HPDC dengan A380 atau aloi tuangan die berstruktur memberikan kos setiap bahagian yang paling rendah pada volum yang tinggi, tetapi ia memerlukan penerimaan bahan yang bukan 6061. Jika 6061 benar-benar diperlukan — contohnya, disebabkan oleh spesifikasi bahan aeroangkasa atau keperluan pensijilan kakisan khusus — maka tuangan graviti atau laluan pemesinan yang lebih tinggi adalah aloi yang lebih tinggi dari segi ekonomi.
Alternatif Muncul: Aloi Tuangan Die Komposisi Tempa
Industri ini tidak mengabaikan permintaan untuk aluminium tuang die dengan sifat lebih hampir kepada 6061. Beberapa pemaju aloi dan pakar faundri telah memperkenalkan aloi yang direka untuk merapatkan jurang antara aloi tuangan die standard dan komposisi siri tempa. Ini patut diketahui untuk jurutera yang menilai pilihan mereka.
Castasil-37 (Al-Si-Mg, Besi Rendah)
Dibangunkan oleh Rheinfelden Alloys, Castasil-37 mengandungi kira-kira 9–11% silikon dengan besi yang sangat rendah (di bawah 0.15%) dan magnesium terkawal. Kandungan besinya yang rendah secara mendadak mengurangkan kecenderungan pematerian die berbanding aloi standard, dan aloi boleh die cast untuk menghasilkan bahagian nipis dan kompleks. Ia tidak sepadan dengan tindak balas rawatan haba penuh 6061, tetapi sifat as-castnya berdaya saing dengan banyak aplikasi yang akan mempertimbangkan 6061.
Aural-2 dan Aural-5
Ini adalah aloi aluminium utama yang dibangunkan khusus untuk tuangan die struktur berintegriti tinggi, terutamanya dalam sektor automotif yang prestasi ranap memerlukan kekuatan tinggi dan kemuluran yang tinggi. Aural-2 mencapai nilai pemanjangan 10–15% dalam keadaan T7 , yang setanding dengan 6061-T6. Aloi ini boleh dituang mati menggunakan HPDC berbantukan vakum dan kemudian dirawat haba tanpa lepuh yang ketara, mewakili anggaran tersedia paling hampir kepada 6061 sifat dalam bentuk tuangan mati.
Aloi Siri 6xxx-Dioptimumkan Hpdc (Peringkat Penyelidikan)
Kumpulan penyelidikan akademik dan industri telah membangunkan aloi siri 6xxx yang diubah suai dengan penambahan silikon tinggi bertujuan untuk meningkatkan prestasi tuangan die sambil mengekalkan beberapa tindak balas pengerasan usia. Ini belum ditubuhkan secara komersial pada skala, tetapi hasil pengeluaran perintis yang diterbitkan dalam jurnal seperti Jurnal Teknologi Pemprosesan Bahan mencadangkan bahawa aloi dengan 3–5% Si dan tambahan Mg seimbang boleh mencapai kekuatan tegangan 280–300 MPa selepas rawatan T5 daripada HPDC. Ini kekal sebagai kawasan pembangunan yang aktif bukannya pilihan pengeluaran sedia.
Panduan Keputusan Praktikal: Memilih Antara 6061 dan Aloi Tuangan Die
Rangka kerja keputusan berikut bertujuan untuk membantu jurutera dan pereka produk dengan cepat mengenal pasti laluan yang betul untuk situasi khusus mereka.
- Jika jumlah tahunan anda melebihi 5,000 bahagian dan kerumitan geometri adalah tinggi, tuangan die dengan A380 atau aloi struktur hampir pasti proses yang betul — nilai semula sama ada sifat 6061 benar-benar diperlukan atau biasa sahaja.
- Jika anodisasi hiasan diperlukan untuk bahagian siap, tuangan die adalah proses yang salah sama sekali. Gunakan penyemperitan atau mesin 6061 dengan rawatan permukaan yang sesuai.
- Jika kekuatan hasil melebihi 200 MPa diperlukan daripada bahagian tuangan, nilai HPDC berbantu vakum dengan Silafont-36 atau Aural-2 sebelum menggunakan proses tuangan graviti dengan 6061.
- Jika spesifikasi aloi ditetapkan oleh pelanggan, badan kawal selia atau standard aeroangkasa yang memetik 6061, jangan gantikan. Gunakan tuangan graviti, tuangan pasir atau penempaan.
- Jika volum di bawah 1,000 bahagian setahun dan geometri membenarkan, pemesinan CNC daripada stok 6061-T6 akan memberikan sifat mekanikal terbaik dengan pelaburan perkakas yang paling rendah.
- Jika penjimatan berat dan kecekapan struktur adalah pemacu utama, pertimbangkan sama ada 6061 palsu adalah wajar — penempaan boleh mengurangkan berat bahagian sebanyak 15–30% berbanding bahagian tuang yang setara kerana nisbah kekuatan kepada berat yang unggul membolehkan bahagian yang lebih nipis.
Tiada jawapan tunggal yang sesuai dengan setiap produk. Tetapi konsensus industri yang konsisten adalah jelas: jangan cuba tuangan die tekanan tinggi dengan aluminium 6061 jika boleh dipercayai, hasil kualiti pengeluaran adalah matlamatnya. Ketidakpadanan metalurgi antara komposisi 6061 dan tuntutan proses tuangan die bukanlah cabaran kejuruteraan untuk diatasi melalui pengoptimuman proses — ia merupakan isu pemilihan bahan asas yang paling baik diselesaikan dengan memilih aloi yang betul untuk proses yang betul dari awal.