Mati Casting Proses langkah demi langkah
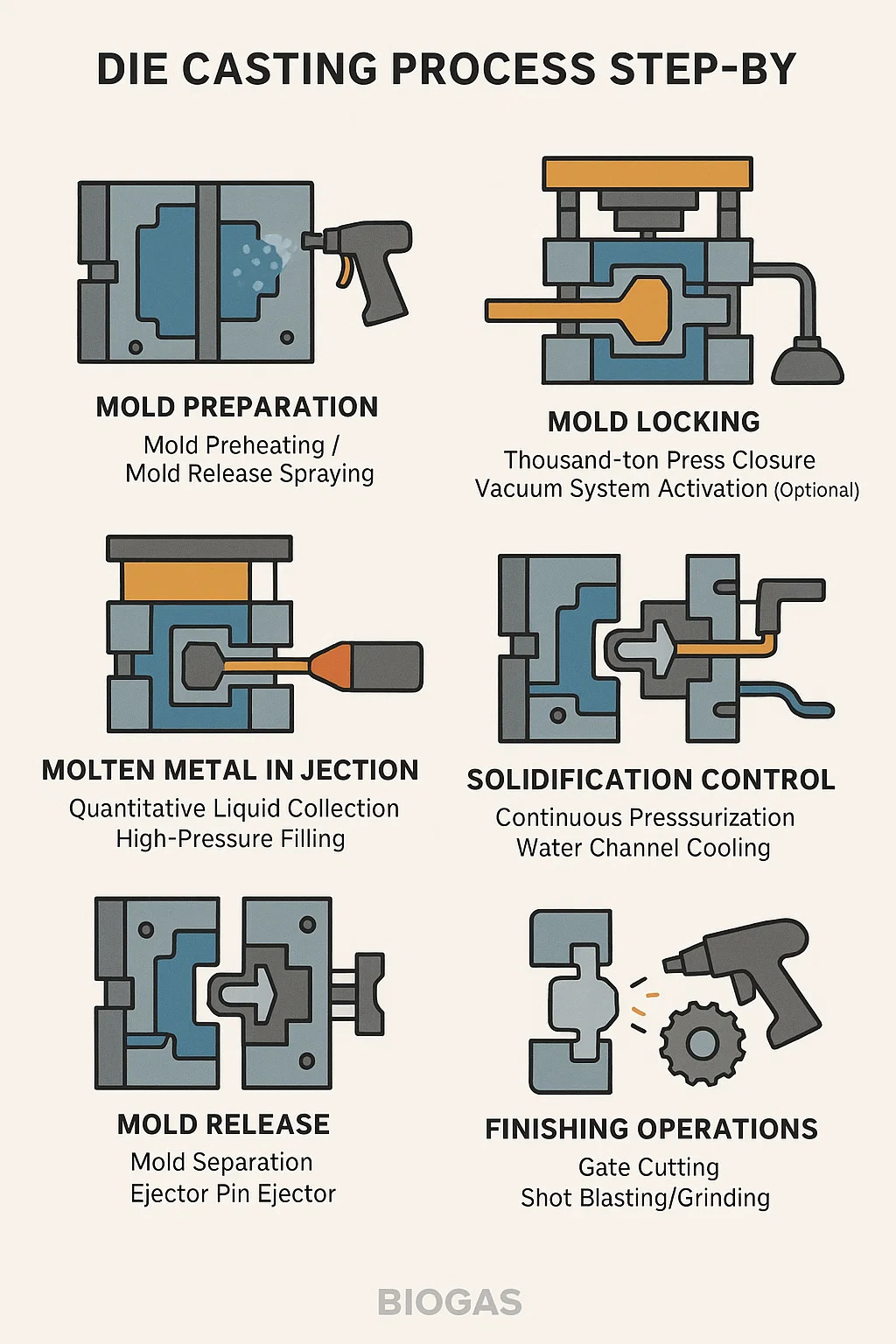
1. Penyediaan acuan (langkah teras)
Preheating acuan: Panaskan acuan keluli hingga 150-200 ° C untuk mengelakkan aluminium cair dari percikan atau menutup sejuk.
Pelepasan acuan Penyemburan: Gunakan pistol kabus udara untuk menyemburkan rongga (emulsi berasaskan air) secara merata untuk melindungi acuan dan bantuan.
2. Mengunci acuan (keselamatan kritikal)
Penutup akhbar seribu-ton: Acuan atas dan bawah secara hidraulik terkunci untuk menahan tekanan suntikan yang tinggi (> 500 tan daya pengapit).
Pengaktifan sistem vakum (pilihan): Mengosongkan udara dari rongga acuan untuk mengurangkan keliangan udara.
3. Suntikan logam cair (suntikan halaju tinggi)
Koleksi cecair kuantitatif: Aluminium cair (kira-kira 660 ° C) secara automatik dimasukkan ke dalam ruang suntikan dari relau.
Pengisian Tekanan Tinggi: Plunger menyuntik aluminium cair ke dalam rongga acuan pada kelajuan meriam (30-100 m/s), mengisi rongga dalam 0.01-0.3 saat.
4. Kawalan pemadaman
Tekanan berterusan: Plunger mengekalkan tekanan tinggi selama 10-30 saat untuk mengimbangi pengecutan aluminium cair semasa pemejalan.
Penyejukan saluran air: Air sejuk beredar dalam acuan untuk menghilangkan haba, membolehkan bahagian menguatkan dengan cepat.
5. Pelepasan acuan
Pemisahan acuan: Akhbar dilepaskan, dan acuan atas dan bawah dibuka.
Ejector Pin Ejector: Pin ejektor terbina dalam mengeluarkan bahagian, mengeluarkan sisa pelari (kira-kira 30% daripada bahan).
6. Operasi penamat
Pemotongan pintu: Shearing hidraulik menghilangkan sistem gating dan melimpah.
Shot Blasting/Grinding: Mengeluarkan Burrs dan Flash Line Parting.
Rawatan Haba (Komponen Utama): Pengerasan T6 meningkatkan kekerasan.