Bagaimana Aluminium mati pemutus dibuat
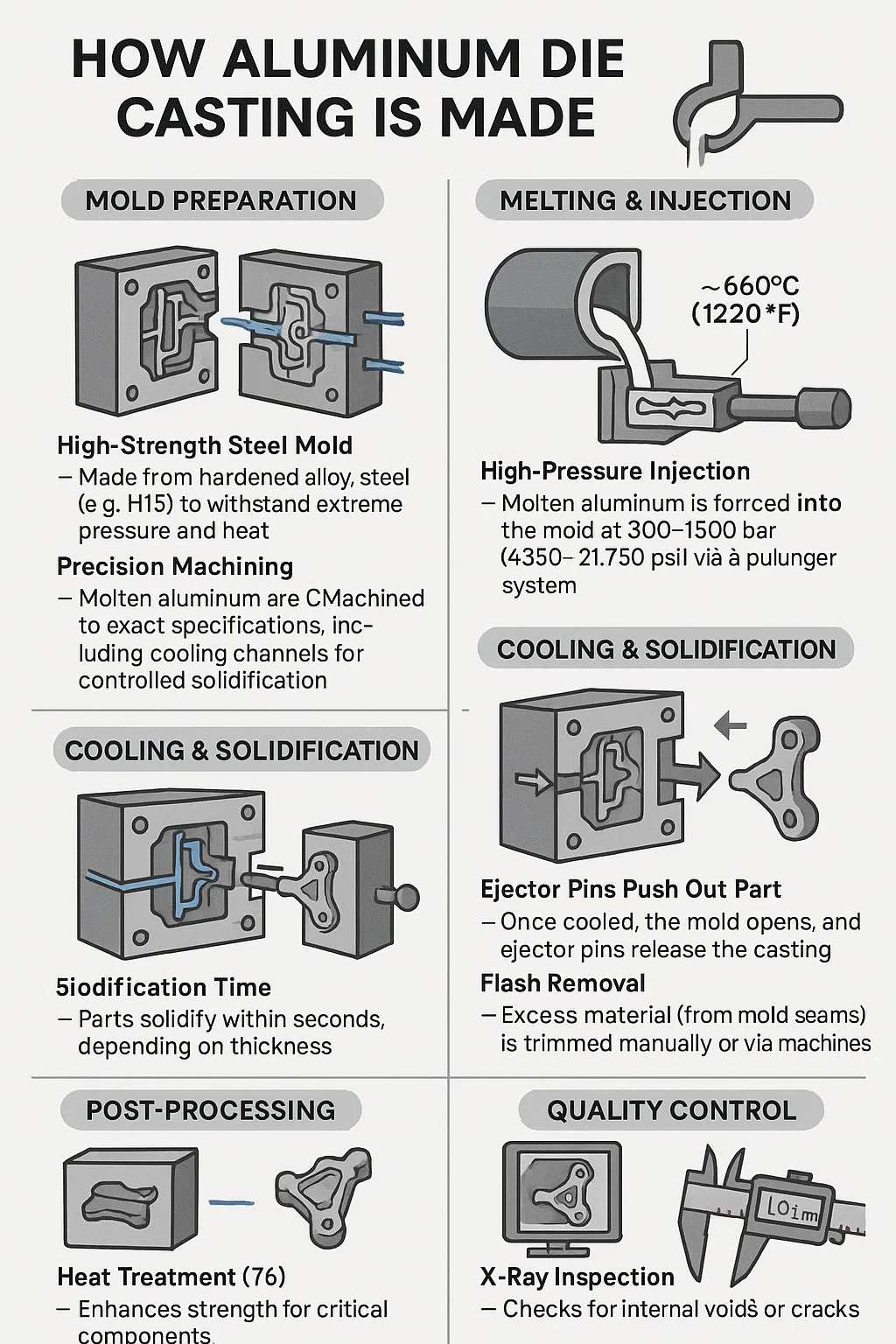
1. Penyediaan acuan
Acuan keluli kekuatan tinggi-diperbuat daripada keluli aloi keras (mis., H13) untuk menahan tekanan dan haba yang melampau.
Pemesinan Precision-Rongga acuan adalah CNC-machined untuk spesifikasi yang tepat, termasuk saluran penyejukan untuk pemejalan terkawal.
2. Pencahayaan & suntikan
Pencairan aloi aluminium - aloi khas (seperti A380 atau ADC12) dicairkan pada ~ 660 ° C (1220 ° F) dalam relau.
Suntikan tekanan tinggi-Aluminium cair dipaksa ke dalam acuan pada 300-1500 bar (4350-21,750 psi) melalui sistem pelocok.
3. Penyejukan & pemejalan
Penyejukan Rapid - Saluran air acuan memastikan penyejukan seragam, menghalang warping.
Masa pemejalan - Bahagian menguatkan dalam beberapa saat, bergantung kepada ketebalan.
4. Letakkan & Pemangkasan
Pin ejektor menolak bahagian - Setelah disejukkan, acuan dibuka, dan pin ejektor melepaskan pemutus.
Penyingkiran Flash - Bahan berlebihan (dari lipit acuan) dipotong secara manual atau melalui mesin.
5. Post-pemprosesan
Rawatan haba (T6) - Meningkatkan kekuatan untuk komponen kritikal.
Penamat Permukaan - Sandblasting, menggilap, atau anodisasi untuk rintangan kakisan.
6. Kawalan Kualiti
Pemeriksaan X-ray-cek untuk lompang dalaman atau retak.
Ujian Dimensi - Memastikan bahagian memenuhi toleransi yang ketat (± 0.1mm).
Cabaran & Pembetulan Utama
| Isu | Sebab | Penyelesaian |
| Keliangan | Udara/gas terperangkap | Pemutus dibantu vakum |
| Warping | Penyejukan tidak sekata | Saluran penyejukan acuan yang dioptimumkan |
| Melekat | Ikatan aluminium untuk membentuk | Lapisan acuan lanjutan (mis., Tin) |