
Bahagian Mesin Aluminium Mengungguli Penuangan Aluminium Apabila Toleransi dan Integriti Struktur Paling Penting
Jawapan ringkas: pilih bahagian mesin aluminium pada bila-bila masa komponen memerlukan toleransi dimensi yang ketat (biasanya ±0.01mm hingga ±0.05mm), struktur mikro tumpat sepenuhnya bebas keliangan, atau volum pengeluaran rendah hingga pertengahan di mana kos perkakas tidak boleh dibenarkan. pilih tuangan aluminium apabila geometri kompleks, saiz larian adalah besar (selalunya 10,000 unit), dan ketepatan dimensi yang sedikit lebih rendah boleh diterima. Kedua-dua proses tidak "lebih baik" secara universal — mereka menyelesaikan masalah kejuruteraan yang berbeza, dan rantaian bekalan terkuat sebenarnya menggabungkan kedua-duanya, memesin permukaan pengawan kritikal ke dalam cast kosong.
Artikel ini menghuraikan perbezaan sebenar antara pemesinan tolak dan tuangan, aloi yang disukai oleh setiap proses, toleransi yang anda boleh jangkakan secara realistik dan cara pembeli sebenarnya membuat keputusan tukar ganti pada pesanan pengeluaran sebenar pada tahun 2026.
Bagaimana Bahagian Mesin Aluminium Sebenarnya Dihasilkan
Bahagian aluminium yang dimesin memulakan kehidupan sebagai stok tempa - bar, plat atau penyemperitan - yang sudah mempunyai struktur bijian yang konsisten dan bebas lompang daripada penggelek atau penyemperitan. Kilang atau mesin pelarik CNC kemudian mengeluarkan bahan dalam laluan terkawal sehingga geometri akhir muncul. Tiada langkah lebur, tiada pengecutan untuk mengimbangi, dan tiada risiko poket gas terperangkap terbentuk di dalam bahagian tersebut.
Urutan Pengeluaran Biasa
- Pemilihan stok mentah dan pemotongan kepada saiz kosong yang kasar
- Pengaturcaraan CAM daripada model 3D, termasuk simulasi laluan alat
- Pengilangan kasar atau pusingan untuk mengeluarkan bahan pukal dengan cepat
- Hantaran separuh akhir untuk mendekatkan bahagian kepada dimensi akhir
- Hantaran penamat pada kadar suapan yang lebih perlahan untuk permukaan toleransi yang ketat
- Deburring, pembersihan dan pemeriksaan dimensi
- Rawatan permukaan pilihan (anodizing, pasif, letupan manik)
Pusat pemesinan 5 paksi boleh memegang orientasi bahagian tunggal melalui kebanyakan operasi, yang mengurangkan ralat pelekap dan memendekkan masa kitaran pada bahagian dengan ciri bersudut — sesuatu yang kilang 3 paksi memerlukan berbilang persediaan untuk dicapai.
Bahagian Bermesin lwn. Tuangan Aluminium: Perbandingan Langsung
Pembeli kerap bertanya sama ada sesuatu bahagian "perlu" dibuang atau dimesin sebelum satu lukisan wujud. Jadual di bawah membentangkan perbezaan praktikal yang sebenarnya mendorong keputusan itu di tingkat pengeluaran, dan bukannya secara teori.
| Faktor | Bahagian Mesin Aluminium | Tuangan Aluminium |
|---|---|---|
| Toleransi biasa | ±0.01mm hingga ±0.05mm | ±0.2mm hingga ±0.5mm (sebagai tuang) |
| Risiko keliangan dalaman | Tiada (stok tempa) | Hadir, terutamanya dalam bahagian tebal |
| Pelaburan perkakas | Rendah (lekapan sahaja) | Tinggi (mati atau acuan) |
| Jumlah pesanan terbaik | Prototaip kepada volum pertengahan | Kelantangan pertengahan hingga tinggi |
| Kebebasan geometri | Terhad oleh akses alat | Rongga dalaman yang kompleks mungkin |
| Kekuatan mekanikal | Aliran butiran yang lebih tinggi dan seragam | Turunkan kecuali haba dirawat |
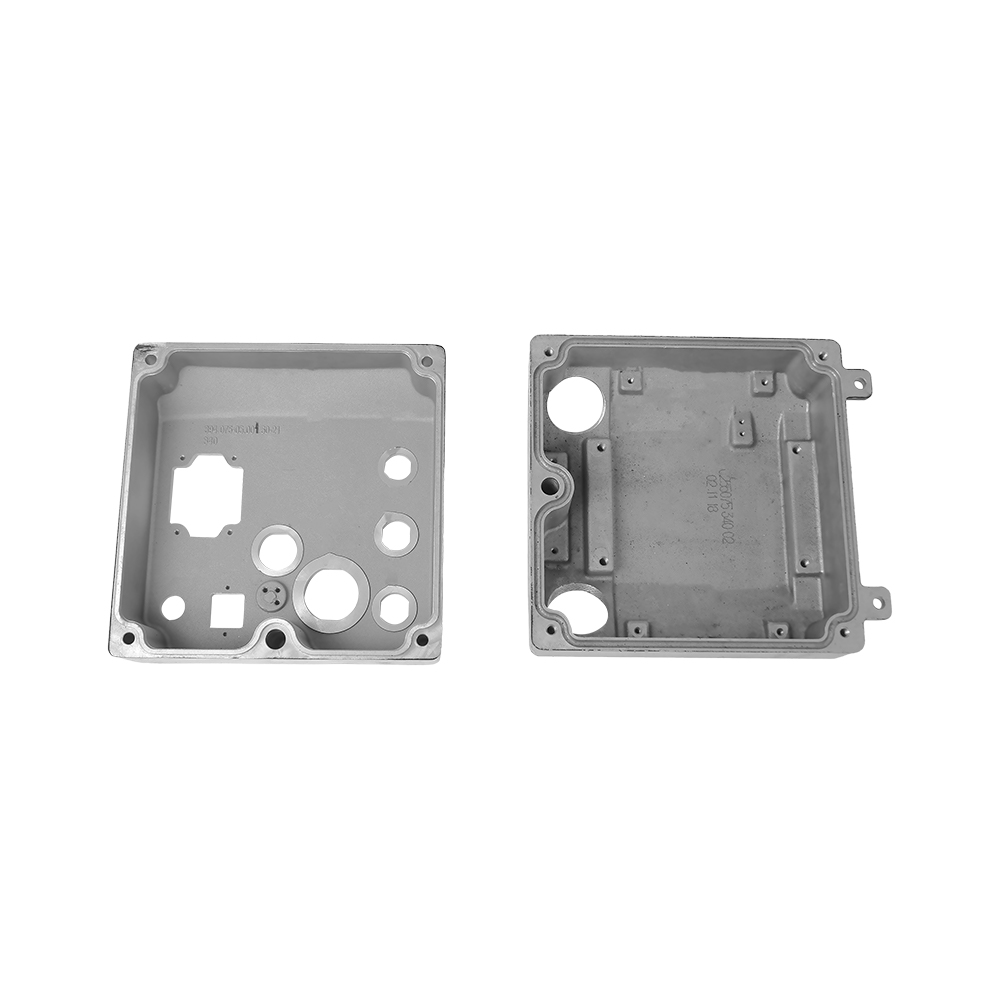
Dalam amalan, banyak program pengeluaran menggunakan kedua-dua proses bersama-sama: a tuangan aluminium membentuk bentuk perumah kasar secara ekonomi, dan pemesinan kemudian menyelesaikan lubang galas, muka pelekap, dan lubang berulir yang memerlukan ketepatan permukaan as-cast tidak dapat dihantar.
Pemilihan Aloi: Apa yang Sebenarnya Ada pada Meja Mesin
Tidak semua mesin gred aluminium dengan cara yang sama, dan aloi yang dipilih di hulu menentukan kelajuan pemotongan, kehausan alatan dan kekuatan bahagian akhir.
Aloi Biasa dan Gelagat Pemesinannya
| Aloi | Penilaian Kebolehmesinan | Penggunaan Biasa |
|---|---|---|
| 6061-T6 | bagus | Kurungan struktur am, perumah |
| 6082-T6 | bagus | Bingkai galas beban, perumah kotak gear |
| 7075-T6 | Adil | Kelengkapan aeroangkasa, bahagian tekanan tinggi |
| 2024-T3 | Adil | Anggota struktur kritikal keletihan |
| 5052-H32 | Cemerlang | Lembaran logam yang diperolehi plat mesin |
7075 menawarkan nisbah kekuatan-kepada-berat tertinggi dalam senarai ini tetapi menjana lebih banyak haba dan haus alatan semasa pemotongan, itulah sebabnya kedai-kedai yang menjalankan volum tinggi 7075 bahagian memilih alat karbida bersalut dan kadar suapan gelendong yang lebih rendah daripada yang akan digunakan pada 6061.
Toleransi, Kemasan Permukaan dan Maksud "Ketepatan" Sebenarnya
Perkataan "ketepatan" digunakan secara longgar dalam pemasaran pembekal, jadi ia membantu untuk menambatnya kepada nombor nyata. Kilang 3 paksi tujuan am yang menjalankan perkakas standard pada 6061 aluminium dengan selesa dipegang ±0.05mm merentasi bahagian bersaiz sederhana. Bergerak ke pusat 5 paksi tegar dengan penyejuk terkawal suhu dan probing yang ditentukur boleh menurunkannya kepada ±0.01mm pada ciri-ciri kritikal, iaitu julat tempat duduk galas paling ketepatan dan permukaan pengedap yang diperlukan.
Pilihan Kemasan Permukaan Selepas Pemesinan
- Kemasan as-mesin (Ra 1.6–3.2 μm) — standard untuk permukaan dalaman bukan kosmetik
- Peletupan manik — tekstur matte seragam, menyembunyikan tanda alat
- Jenis II jernih atau anodisasi warna — rintangan kakisan serta pilihan warna
- Anodisasi keras jenis III — rintangan haus untuk pemasangan gelongsor atau bergerak
- Menggilap — kemasan cermin atau satin untuk bahagian yang boleh dilihat oleh pengguna
Bahagian tuang, sebaliknya, mewarisi tekstur acuan atau permukaan cetakan secara langsung. Mencapai kualiti permukaan yang sama pada tuangan biasanya memerlukan pas pemesinan sekunder pada permukaan berfungsi sahaja — iaitu betul-betul aliran kerja hibrid yang dinyatakan sebelum ini.

Tempat Bahagian Mesin Aluminium Muncul dalam Produk Sebenar
Aplikasi di bawah menggambarkan di mana kelebihan toleransi dan kekuatan pemesinan sebenarnya membenarkan kos per unit yang lebih tinggi berbanding dengan tuangan.
Kawasan Permohonan Biasa
- Sambungan robotik dan peringkat gerakan ketepatan yang memerlukan kedudukan yang boleh diulang
- Kurungan pelekap optik dan kamera yang toleransi penjajaran adalah kritikal
- Kelengkapan aeroangkasa dan penyambung struktur di bawah beban keletihan
- Komponen peralatan semikonduktor yang memerlukan muka pengedap kedap vakum
- Perumah peranti perubatan memerlukan permukaan yang boleh diulang dan bebas pencemaran
- Bahagian prototaip automotif tersuai sebelum acuan tuangan dimulakan
Adalah perkara biasa bagi produk baharu untuk dilancarkan dengan bahagian dimesin sepenuhnya semasa prototaip dan pengeluaran awal dijalankan, kemudian beralih kepada membuang kosong dengan pemesinan ringan apabila volum meningkat cukup tinggi untuk melunaskan kos perkakas — corak yang dilihat secara konsisten merentas rangkaian bekalan peralatan industri dan elektronik pengguna.
Perbandingan Kos: Per-Unit Ekonomi Pemesinan lwn Casting
Pemesinan tidak membawa kos perkakas pendahuluan, tetapi harga seunit kekal secara relatif merentasi volum kerana setiap bahagian masih menggunakan masa mesin yang sama. Pemutus memerlukan pelaburan pendahuluan atau acuan, tetapi kos seunit menurun dengan ketara apabila pelaburan itu tersebar di beribu-ribu unit.
Tingkah Laku Putus Modal
Untuk kurungan pertengahan kerumitan biasa, pemesinan cenderung kekal sebagai pilihan jumlah kos yang lebih rendah di bawah kira-kira 500–2,000 unit, bergantung pada kerumitan bahagian dan masa kitaran. Di atas volum itu, aluminium tuang dengan pemesinan ringan pada muka kritikal biasanya menjadi lebih menjimatkan, kerana kos cetakan dilunaskan dan masa kitaran setiap bahagian adalah lebih pendek daripada program CNC penuh.
Penggunaan bahan adalah faktor lain yang pembeli terlepas pandang: pemesinan bahagian dari bar pepejal boleh pergi 50% hingga 80% daripada stok asal sebagai sekerap , manakala tuangan hampir-jaring membentuk bahagian dan menghasilkan lebih sedikit sisa - walaupun sekerap aluminium mudah dikitar semula, jadi ini menjejaskan kos lebih daripada hasil kemampanan.
Pemeriksaan Kawalan Kualiti Harus Diminta oleh Pembeli
Sebelum menerima sekumpulan bahagian aluminium yang dimesin, pembeli harus mengesahkan pembekal menjalankan pemeriksaan berikut, kerana ini secara langsung mencerminkan sama ada toleransi yang dinyatakan sebenarnya telah dicapai di lantai kedai dan bukannya hanya pada lukisan.
- Laporan pemeriksaan artikel pertama (FAI) dengan data dimensi penuh terhadap lukisan
- Laporan CMM (mesin pengukur koordinat) untuk ciri toleransi kritikal
- Ujian kekasaran permukaan pada permukaan berfungsi atau pengedap
- Pensijilan bahan boleh dikesan ke kumpulan kilang asal
- Pengesahan ketebalan anodize atau salutan di mana rawatan permukaan ditentukan
Meminta dokumen ini di hadapan, sebelum pengeluaran pertama dijalankan dan bukannya selepas penghantaran yang ditolak, adalah satu-satunya cara paling berkesan untuk mengelakkan pertikaian dimensi kemudian dalam perhubungan.
Memutuskan Antara Aluminium Bermesin dan Tuangan untuk Bahagian Baharu
Senarai semak keputusan praktikal yang mencerminkan cara pembeli berpengalaman sebenarnya mendekati nombor bahagian baharu:
- Adakah keperluan toleransi lebih ketat daripada ±0.1mm di mana-mana bahagian? Lean dimesin.
- Adakah jumlah tahunan yang dijangkakan di bawah kira-kira 2,000 unit? Lean dimesin.
- Adakah bahagian tersebut mempunyai rongga dalaman yang kompleks yang memerlukan kos untuk dikisar? Lean casting atau hibrid.
- Adakah rintangan keletihan di bawah beban kitaran merupakan pemacu reka bentuk? Aloi tempa bermesin kurus.
- Adakah bahagian itu masih dalam fasa prototaip reka bentuk-perubahan-berat? Dimesin kurus, kerana tiada cetakan yang perlu dibuang apabila reka bentuk berubah.
Inilah sebabnya mengapa banyak pengeluar memesan kelompok mesin kecil semasa pembangunan dan hanya mengunci acuan tuangan aluminium sebaik sahaja reka bentuk telah stabil melalui beberapa kitaran semakan.
Merekabentuk Bahagian Bermesin Aluminium untuk Kos yang Lebih Rendah Tanpa Kehilangan Ketepatan
Kos pemesinan lebih didorong oleh pilihan reka bentuk daripada jangkaan kebanyakan pembeli. Dua bahagian dengan fungsi yang sama boleh membawa perbezaan kos sebanyak 40% semata-mata kerana satu dilukis dengan pemikiran pemesinan dan satu lagi tidak. Prinsip reka bentuk untuk pembuatan (DFM) berikut secara konsisten mengurangkan masa kitaran dan kadar sekerap pada bahagian aluminium.
Jejari Sudut Daripada Sudut Dalaman Tajam
Kilang hujung standard tidak boleh memotong sudut dalaman yang tajam - ia sentiasa meninggalkan jejari yang sama dengan jejari alat. Menentukan jejari dalaman yang kecil (biasanya 0.5mm hingga 3mm bergantung pada saiz bahagian) yang sepadan dengan alat standard mengelakkan perkakas tersuai dan perubahan alat berulang, yang memendekkan masa kitaran dengan ketara pada bahagian yang mempunyai banyak poket.
Ketebalan dan Pesongan Dinding
Dinding aluminium nipis di bawah 1.5mm boleh membelok di bawah daya pemotongan, menghasilkan tanda sembang dan hanyutan dimensi, terutamanya dalam 6061 dan suhu yang lebih lembut. Mengekalkan dinding struktur melebihi kira-kira 2mm, atau menambah anyaman sementara yang akan ditanggalkan dalam operasi kemudian, memastikan bahagian itu cukup tegar untuk menahan toleransi melalui keseluruhan urutan pemotongan.
Nisbah Kedalaman-kepada-Diameter Lubang
Penggerudian standard kekal cekap sehingga nisbah kedalaman-ke-diameter kira-kira 5:1. Selain itu, pemindahan cip menjadi sukar, pesongan alat meningkat, dan kelurusan terjejas. Lubang yang dalam dan sempit melebihi nisbah ini selalunya memerlukan penggerudian pistol atau kitaran penggerudian mematuk, yang kedua-duanya menambah masa dan kos mesin yang kadangkala boleh dielakkan oleh pereka bentuk dengan memendekkan lubang atau meningkatkan diameternya.
Meminimumkan Persediaan
Setiap kali bahagian tidak diapit dan dipasang semula, sejumlah kecil ralat kedudukan diperkenalkan semula, dan masa mesin hilang untuk meletakkan semula. Mereka bentuk ciri supaya sebanyak mungkin boleh dicapai dari satu orientasi, atau dari muka bertentangan yang boleh diakses oleh mesin paksi ke-4 atau 5 paksi tanpa penetapan semula manual, memastikan timbunan toleransi dan kos terkawal.

Keperluan Khusus Industri Yang Menolak Pembeli Ke Arah Pemesinan
Industri yang berbeza menimbang keputusan pemesinan-berbanding-pemutus secara berbeza berdasarkan tekanan peraturan dan prestasi mereka sendiri.
Aeroangkasa dan Pertahanan
Penjimatan berat diterjemahkan terus ke dalam bahan api atau kapasiti muatan, jadi kurungan dan kelengkapan aeroangkasa hampir selalu dimesin daripada stok tempa 7075 atau 2024 berbanding tuangan, memandangkan struktur butiran padat penuh memberikan jangka hayat keletihan di bawah kitaran beban penerbangan berulang. Keperluan kebolehkesanan juga memihak kepada bahan tempa, kerana pensijilan kilang mengikut satu kelompok berterusan dan bukannya kolam cair yang mungkin menggabungkan pelbagai haba.
Semikonduktor dan Peralatan Vakum
Ruang vakum dan komponen pengendalian wafer tidak boleh bertolak ansur dengan keporositi mikro yang biasa dalam tuangan, kerana poket gas yang terperangkap boleh mengeluarkan gas secara perlahan di dalam persekitaran vakum dan mencemarkan ruang proses. Bahagian 6061 atau 6082 yang dimesin dengan struktur padat sepenuhnya adalah pilihan standard untuk permukaan pengedap ini.
Peranti Perubatan
Kebersihan permukaan dan kebolehulangan dimensi merentas setiap unit dalam satu kelompok lebih daripada kos bahan mentah dalam aplikasi perubatan. Bahagian bermesin menawarkan kemasan permukaan yang lebih konsisten untuk perumahan perubatan anod atau pasif, dan ketiadaan lompang dalaman mengurangkan risiko bahan cemar terperangkap semasa kitaran pembersihan.
Prototaip Automotif dan Pengeluaran Volume Rendah
Program automotif kerap memesan beberapa ratus unit pertama pendakap atau perumah baharu sebagai bahagian dimesin sementara pembangunan cetakan untuk versi cast akhirnya masih dijalankan, membolehkan ujian kenderaan diteruskan tanpa menunggu masa pendahuluan alat berbilang bulan.
Robotik dan Kawalan Pergerakan
Kedudukan boleh berulang dalam sendi robotik dan peringkat gerakan linear bergantung pada toleransi yang ketat dan konsisten merentas setiap unit. Aluminium bermesin, dipegang pada ±0.01mm hingga ±0.02mm pada lubang kritikal dan muka pelekap, memberikan jurutera kawalan gerakan garis dasar yang boleh diramal yang toleransi as-cast tidak dapat dipadankan tanpa pas penamat tambahan.
Kecacatan Biasa dalam Pemesinan Aluminium dan Cara Kedai Ternama Menghalangnya
Memahami perkara yang boleh salah membantu pembeli bertanya soalan yang lebih tajam semasa kelayakan pembekal.
| Kecacatan | Punca Biasa | Kaedah Pencegahan |
|---|---|---|
| Tanda sembang | Ketegaran yang tidak mencukupi atau kelajuan gelendong yang salah | Suapan dan kelajuan yang dioptimumkan, menambah sokongan pegangan kerja |
| Hanyut dimensi merentasi kumpulan | Kehausan alatan tidak diberi pampasan antara bahagian | Penyelidikan dalam proses dan kemas kini mengimbangi alat yang dijadualkan |
| Burr di tepi | Perkakas yang kusam atau pemotongan keluar yang agresif | Langkah deburring khusus, serlahan ciri tepi chamfered |
| Perubahan warna selepas anodisasi | Komposisi aloi yang tidak konsisten atau pencemaran permukaan | Stok kilang yang diperakui, pembersihan pra-anodisasi yang menyeluruh |
| Kerosakan benang | Paip usang atau saiz lubang pandu yang salah | Penggantian paip berjadual, pemeriksaan tolok benang |
Melayakkan Pembekal Pemesinan: Soalan Layak Ditanya Sebelum Pesanan Pertama
Di luar harga dan masa pendahuluan, satu set kecil soalan operasi mendedahkan sama ada pembekal secara konsisten boleh mencapai toleransi yang dinyatakan pada sebut harga.
- Apakah platform mesin yang menjalankan kerja - 3 paksi, 4 paksi atau 5 paksi penuh serentak?
- Adakah suhu lantai kedai dikawal, dan pada julat berapa?
- Apakah peralatan pengukuran CMM atau optik yang digunakan untuk pemeriksaan akhir?
- Bolehkah pembekal menyediakan laporan pemeriksaan artikel pertama yang dipetakan pada serlahan ciri lukisan?
- Apakah kadar sekerap atau kerja semula biasa pada keluarga bahagian yang setanding?
- Adakah anodisasi, penyaduran, atau rawatan haba dilakukan secara dalaman atau penyumberan luar?
- Bagaimanakah kebolehkesanan bahan dikekalkan dari sijil kilang hingga bahagian siap?
Pembekal yang menjawab soalan ini secara khusus, dengan nombor nyata dan bukannya jaminan umum, jauh lebih berkemungkinan untuk memegang toleransi yang dijanjikan pada sebut harga sebaik sahaja pengeluaran benar-benar bermula.
Pertimbangan Kecekapan Bahan dan Kebolehkitar Semula
Aluminium ialah salah satu logam kejuruteraan yang paling boleh dikitar semula dalam pengeluaran hari ini, dan ini menjejaskan kedua-dua pemesinan dan ekonomi tuangan. Cip pemesinan, walaupun ia mewakili kehilangan bahan yang ketara daripada stok bar asal, mudah dikumpul dan dijual semula sebagai sekerap bersih, kerana ia tidak membawa salutan atau pencemaran melebihi sisa cecair pemotongan. Aluminium kitar semula hanya memerlukan sebahagian kecil daripada tenaga yang diperlukan untuk menghasilkan aluminium utama daripada bijih bauksit, itulah sebabnya kebanyakan kedai mesin mengekalkan tong pengasingan sekerap khusus mengikut jenis aloi untuk mengekalkan nilai jualan semula cip yang dikumpul.
Sisa tuangan, termasuk pelari, pintu pagar dan bahagian yang ditolak, juga boleh dikitar semula, walaupun pengasingan mengikut aloi menjadi lebih penting kerana faundri sering menggabungkan beberapa gred aluminium untuk kerja yang berbeza. Pembeli menumpukan pada pelaporan kemampanan semakin meminta pembekal untuk kadar kitar semula sekerap yang didokumenkan sebagai sebahagian daripada proses kelayakan, di samping data toleransi dan kos yang lebih tradisional.
Realiti Masa Utama: Perkara yang Dijangkakan pada Setiap Peringkat Pengeluaran
Jangkaan masa utama berbeza secara bermakna antara pesanan prototaip pertama dan pengeluaran ulangan yang ditetapkan.
| pentas | Masa Utama Biasa | Pemandu Utama |
|---|---|---|
| Prototaip pertama (1–5 unit) | 3–7 hari perniagaan | Pengaturcaraan dan persediaan lekapan |
| Kumpulan kecil (10–200 unit) | 1–3 minggu | Kapasiti mesin dan langkah penamat |
| Ulang larian pengeluaran | 1–2 minggu | Ketersediaan bahan, kedudukan baris gilir |
| Die tuangan aluminium baru | 8–16 minggu | Reka bentuk mati, fabrikasi, tangkapan percubaan |
Jurang masa utama ini merupakan sebab utama pemesinan kekal sebagai pilihan lalai semasa pembangunan produk awal, walaupun untuk bahagian yang akhirnya akan beralih kepada tuangan aluminium sekali volum mewajarkan pelaburan mati dan tambahan dua hingga empat bulan masa utama perkakas.
Soalan Lazim
Adakah aluminium mesin CNC lebih kuat daripada aluminium tuang?
Secara amnya ya. Aluminium tempa yang digunakan untuk pemesinan mempunyai struktur butiran berarah yang berterusan daripada penggelek atau penyemperitan, manakala aluminium tuang boleh mengandungi keliangan mikroskopik yang bertindak sebagai titik kepekatan tegasan. Untuk bahagian di bawah beban kitaran atau keletihan, aloi tempa yang dimesin biasanya mengatasi prestasi setara sebagai tuang melainkan tuangan dirawat haba dan isostatik panas ditekan untuk menutup keliangan.
Berapakah kos pemesinan aluminium berbanding tuangan?
Pemesinan tidak mempunyai kos perkakas tetapi harga seunit yang agak rata merentas volum. Casting memerlukan pelaburan die (biasanya kos lima angka hingga enam angka bergantung pada saiz bahagian dan kerumitan) tetapi harga seunit turun dengan ketara pada volum yang lebih tinggi. Titik silang biasanya antara 500 dan 2,000 unit untuk bahagian pertengahan kerumitan, walaupun ini berbeza mengikut geometri.
Apakah toleransi yang boleh dipegang oleh mesin CNC pada aluminium?
Pemesinan 3 paksi standard pada aluminium 6061 dengan pasti memegang ±0.05mm merentas saiz ciri biasa. Peralatan 5 paksi mewah dengan kawalan persekitaran yang ketat dan probing dalam proses boleh mencapai ±0.01mm pada dimensi kritikal, iaitu tahap yang diperlukan untuk lubang galas ketepatan dan muka pengedap.
Bolehkah satu bahagian menggabungkan kedua-dua pemutus dan pemesinan?
Ya, dan ini adalah pendekatan yang sangat biasa dalam pengeluaran volum pertengahan hingga tinggi. Bentuk kasar dilemparkan untuk mengawal kos bahan dan masa kitaran, kemudian mesin CNC hanya menyelesaikan ciri kritikal — muka pemasangan, lubang, lubang berulir — di mana toleransi as-cast tidak mencukupi.
Mesin aloi aluminium manakah yang paling cepat dengan kehausan alat yang paling sedikit?
6061 dan 5052 umumnya dianggap sebagai aloi paling mudah untuk dimesin, menawarkan keseimbangan pembentukan cip, kemasan permukaan dan hayat alat yang baik. 7075 dan 2024 menawarkan kekuatan yang lebih tinggi tetapi menghasilkan lebih banyak haba dan haus kasar semasa pemotongan, biasanya memerlukan kadar suapan yang lebih perlahan dan alatan karbida bersalut untuk mengekalkan hayat alat.
Adakah anodisasi mengubah dimensi bahagian aluminium yang dimesin?
Ya, sedikit. Anodizing menambah lapisan oksida ke permukaan, dan kira-kira separuh daripada ketebalan lapisan itu terbina keluar dari permukaan asal. Untuk ciri toleransi yang ketat, ahli mesin biasanya mengambil kira perkara ini dengan memesin bahagian bersaiz kecil sebelum dianodkan supaya dimensi bersalut akhir mendarat dalam spesifikasi.
Mengapa bahagian aluminium yang dimesin lebih mahal seunit daripada bahagian tuang pada volum tinggi?
Skala masa pemesinan secara kasar secara linear dengan bilangan bahagian, kerana setiap unit masih memerlukan operasi pemotongan yang sama tanpa mengira bilangan yang dibuat sebelum itu. Casting depan-membebankan kosnya ke dalam cetakan, jadi sebaik sahaja pelaburan itu dilunaskan merentasi jangkaan besar, kos marginal setiap bahagian jatuh jauh di bawah apa yang boleh dicapai oleh pemesinan pada volum yang sama.
Bolehkah bahagian aluminium yang dimesin dikimpal?
Ya, kebanyakan aloi tempa yang digunakan untuk pemesinan, termasuk 6061 dan 5052, boleh dikimpal dengan mudah menggunakan proses TIG atau MIG. 7075 dan 2024 adalah lebih sukar untuk dikimpal tanpa kehilangan kekuatan yang ketara dalam zon terjejas haba, jadi reka bentuk yang memerlukan sambungan dikimpal dalam aplikasi kekuatan tinggi sering menyatakan 6061 atau aloi boleh kimpal yang serupa.
Apakah kuantiti pesanan minimum untuk bahagian aluminium mesin CNC?
Kebanyakan kedai mesin menerima tempahan bermula daripada unit prototaip tunggal, kerana tiada pelaburan perkakas diperlukan selain pengaturcaraan dan lekapan. Ini adalah salah satu kelebihan praktikal yang paling jelas dipegang oleh pemesinan berbanding pemutus, di mana kuantiti pesanan minimum sering didorong oleh keperluan untuk mewajarkan kos die dan bukannya sebarang minimum teknikal.
Bagaimanakah saiz bahagian mempengaruhi keupayaan toleransi pemesinan?
Bahagian yang lebih besar biasanya lebih sukar untuk dipegang pada toleransi ketat yang sama seperti bahagian kecil, kerana pengembangan haba, kerataan meja mesin, dan ketegaran lekapan semuanya menjadi lebih ketara dalam jangka masa yang lebih lama. Ciri ketepatan pada bahagian 50mm lebih mudah dipegang pada ±0.01mm berbanding ciri yang sama pada bahagian 500mm, di mana variasi haba dan mekanikal merentasi permukaan yang lebih besar secara semula jadi melebarkan jalur toleransi yang boleh dicapai.






