
Panduan Tuangan Aluminium
Apa Adakah Tuangan Aluminium Projek — Dan Mengapa Mereka Menguasai Pembuatan Moden
Projek tuangan aluminium merangkumi segala-galanya daripada tuangan kecil di belakang rumah kepada pengeluaran perindustrian volum tinggi untuk sektor aeroangkasa dan automotif. Jawapan ringkas: tuangan aluminium ialah salah satu kaedah kerja logam yang paling serba boleh, kos efektif dan berskala yang tersedia hari ini, dan julat projek yang berdaya maju - daripada arca taman hiasan kepada blok enjin berstruktur - benar-benar besar. Jika anda menilai sama ada pendekatan tuangan aluminium sesuai dengan aplikasi anda, jawapannya hampir selalu ya, dengan syarat anda memilih proses tuangan yang betul untuk geometri, keperluan toleransi dan volum pengeluaran anda.
Ketumpatan aluminium berada pada kira-kira 2.7 g/cm³ , kurang daripada satu pertiga daripada keluli, namun aloi aluminium moden mencapai kekuatan tegangan melebihi 500 MPa. Nisbah kekuatan-kepada-berat itulah yang telah mendorong tuangan aluminium ke dalam banyak sektor yang menuntut. Pasaran tuangan aluminium global bernilai lebih kurang USD 67.5 bilion pada 2023 dan dijangka melebihi USD 95 bilion menjelang 2030, menurut data yang diterbitkan oleh Grand View Research — kadar pertumbuhan tahunan kompaun didorong sebahagian besarnya oleh penggunaan kenderaan elektrik (EV) dan mandat pemberat ringan merentas industri pengangkutan.
Artikel ini merangkumi landskap penuh: proses tuangan utama, aloi aluminium terbaik untuk jenis projek tertentu, peraturan reka bentuk yang menghalang kecacatan, contoh projek dunia sebenar dengan data pengeluaran, teknik kemasan, dan pandangan jujur pada jangkaan kos dan masa utama. Sama ada anda seorang pembuat yang merancang tuangan pasir pertama atau jurutera produk yang menilai perkakas tuangan die, maklumat di bawah disusun agar berguna serta-merta.
Proses Tuangan Aluminium Lima Teras — Berbanding Bersebelahan
Memilih proses yang betul adalah satu-satunya keputusan yang paling penting dalam mana-mana projek tuangan aluminium. Setiap kaedah menawarkan keseimbangan yang berbeza bagi kos perkakas, kemasan permukaan, toleransi dimensi, ketebalan dinding minimum dan kuantiti pesanan ekonomi. Jadual di bawah menyaring pertukaran praktikal.
| Proses | Kos Perkakas | Kemasan Permukaan (Ra) | Toleransi (biasa) | Julat Kelantangan Terbaik | Min. Ketebalan Dinding |
|---|---|---|---|---|---|
| Tuangan Pasir | Rendah ($500–$5,000) | 12–25 µm | ±0.5–1.5 mm | 1–5,000 pcs | 3–5 mm |
| Acuan Kekal (Graviti Mati) | Sederhana ($5,000–$30,000) | 3–6 µm | ±0.25–0.5 mm | 1,000–50,000 keping | 2–3 mm |
| Tuangan Die Tekanan Tinggi (HPDC) | Tinggi ($20,000–$200,000 ) | 1–2 µm | ±0.05–0.15 mm | 10,000–1,000,000 pcs | 0.8–1.5 mm |
| Pemutus Pelaburan (Lilin Hilang) | Sederhana-Tinggi ($3,000–$50,000) | 1.5–3 µm | ±0.1–0.25 mm | 100–20,000 keping | 1–2 mm |
| Tuangan Buih Hilang | Rendah-Sederhana ($1,000–$15,000) | 5–10 µm | ±0.3–0.8 mm | 500–30,000 keping | 2–4 mm |
Tuangan Pasir: Titik Kemasukan untuk Projek Aluminium Tersuai
Tuangan pasir kekal sebagai kaedah tuangan aluminium yang paling mudah diakses untuk kerja tersuai, volum rendah atau prototaip. Pasir hijau (campuran pasir silika, tanah liat bentonit, dan lembapan) dibungkus di sekeliling corak kayu atau uretana, coraknya dikeluarkan, dan aluminium cair - biasanya pada suhu 660–720°C - dituangkan ke dalam rongga. Masa kitaran adalah perlahan berbanding tuangan die, tetapi pada dasarnya tiada had saiz atas. Kilang GM Casting di Defiance, Ohio, menuang blok enjin aluminium tuangan pasir yang beratnya melebihi 40 kg setiap satu menggunakan garisan acuan plat mancis automatik — menunjukkan bahawa penimbang tuangan pasir melebihi kegunaan hobi apabila digunakan dengan betul.
Untuk projek fauri belakang rumah, pasir hijau adalah murah untuk dicampur dan digunakan semula. Persediaan kelalang dua bahagian asas boleh menghasilkan keputusan yang sangat baik dengan aloi seperti A356 atau 319. Pembolehubah kritikal ialah kandungan lembapan: terlalu basah menghasilkan keliangan wap; terlalu kering runtuh. Sasarannya lebih kurang 2–4% kelembapan mengikut berat , mudah diperiksa dengan ujian cubitan.
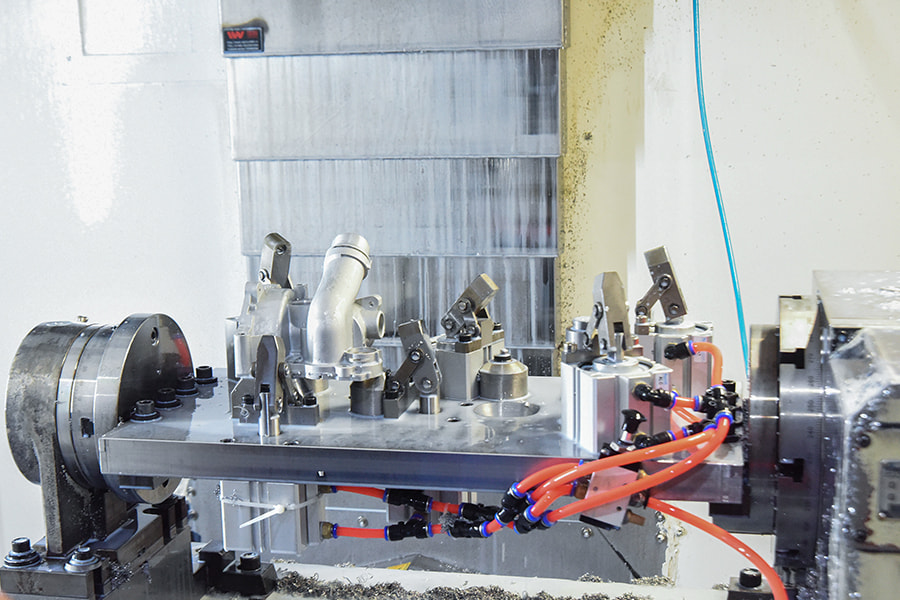
Tuangan Die Tekanan Tinggi: Isipadu, Ketepatan dan Dinding Nipis
HPDC menyuntik aluminium cair ke dalam acuan keluli yang dikeraskan pada tekanan sebanyak 10–175 MPa , mengisi rongga dalam milisaat. Proses ini sangat pantas — masa kitaran 30–120 saat adalah perkara biasa untuk bahagian sederhana kompleks — dan menghasilkan bahagian berbentuk hampir bersih dengan ketebalan dinding serendah 0.8 mm dalam reka bentuk yang dioptimumkan. Sektor automotif adalah pengguna yang dominan. Menurut Persatuan Aluminium, kira-kira 75% daripada semua tuangan aluminium automotif dihasilkan melalui HPDC, termasuk kotak engkol enjin, perumah transmisi, dan semakin banyak komponen struktur besar yang dihasilkan oleh mesin tuangan mega (tekan giga) dengan daya pengapit sehingga 9,000 tan, teknologi yang dipelopori oleh Tesla dan kini diterima pakai oleh Toyota, Volvo, dan lain-lain.
Keliangan utama HPDC ialah keliangan: terperangkap udara semasa pengisian pantas mencipta lompang mikroskopik yang boleh menjejaskan integriti struktur dan menghalang rawatan haba. Tuangan mati berbantukan vakum (VADC) mengurangkan ini dengan ketara, membolehkan rawatan haba T6 dan menolak kekuatan tegangan melebihi 300 MPa walaupun dengan aloi silikon sekunder.
Aloi Tuangan Aluminium — Memadankan Bahan dengan Keperluan Projek
Tidak semua aloi aluminium menuang atau melakukan dengan cara yang sama. Aloi aluminium tuangan ditetapkan oleh sistem empat digit (cth., A380, A356, 319) yang menunjukkan unsur pengaloian utama dan komposisinya. Pilihan aloi mempengaruhi kecairan, rintangan koyakan panas, kekuatan mekanikal, rintangan kakisan dan kebolehmesinan — kesemuanya berbeza dengan ketara antara keluarga aloi.
A380
A380 — Kuda Kerja HPDC Serbaguna
A380 (Al-Si8.5Cu3.5) menyumbang lebih 85% daripada semua tuangan die aluminium di Amerika Utara, mengikut Persatuan Aluminium. Kandungan silikonnya yang tinggi (7.5–9.5%) memberikan kecairan yang sangat baik dan pengecutan minimum, manakala penambahan tembaga menolak kekuatan tegangan kepada 317 MPa sebagai tuangan. Tidak sesuai untuk anodisasi (kandungan tembaga menyebabkan pewarnaan), tetapi mengambil lapisan serbuk dan cat dengan sangat baik. Digunakan untuk penutup elektronik, kurungan automotif, perumah alat kuasa dan manifold pneumatik.
A356
A356 — Aloi Struktur dan Rupa
A356 (Al-Si7Mg0.3) ialah pilihan standard untuk projek pasir dan acuan kekal di mana rawatan haba T6 dirancang. Selepas larutan dirawat pada 538°C dan penuaan buatan pada 154°C, A356-T6 menyampaikan kekuatan tegangan 262 MPa dan kekuatan hasil 186 MPa — jauh lebih baik daripada nilai as-cast. Kandungan tembaga yang rendah bermakna ia teranod dengan bersih, menjadikannya popular untuk tuangan seni bina, lekapan lampu, roda selepas pasaran dan perumahan aeroangkasa. Kebolehkimpalan yang sangat baik aloi adalah kelebihan kedua untuk kerja pembaikan atau fabrikasi.
319
319 — Kejuruteraan Automotif dan Am
319 (Al-Si6Cu3.5) ialah pilihan tradisional untuk komponen enjin tuangan pasir — kepala silinder, pancarongga masuk dan kes penghantaran. Kandungan kuprumnya memberikan kekuatan yang baik pada suhu tinggi, yang penting apabila persekitaran operasi melebihi 150°C. Ford, GM, dan Chrysler telah menggunakan aloi 319 keluarga selama beberapa dekad dalam kepala enjin tekan dan OHC. Mesin aloi dengan bersih dan menerima anodisasi keras dengan munasabah jika kandungan kuprum dikawal ke hujung bawah spesifikasi.
535
535 (Almag 35) — Projek Marin dan Tahan Kakisan
Untuk projek yang terdedah kepada air masin atau persekitaran kelembapan tinggi — perkakasan marin, elemen seni bina pantai, peralatan pemprosesan kimia — 535 (Al-Mg6.8) menawarkan rintangan kakisan yang luar biasa, kebolehkimpalan yang baik dan kemasan cerah semula jadi selepas penanodan. Kandungan silikonnya yang lebih rendah menjadikannya lebih sukar untuk dibuang (kecenderungan koyak panas yang lebih tinggi) dan memerlukan reka bentuk gating yang teliti dan suhu tuangan terkawal. Kekuatan tegangan sebagai tuangan adalah lebih kurang 240 MPa , setanding dengan A356-T6 tanpa memerlukan rawatan haba.
Contoh Projek Tuangan Aluminium Dunia Sebenar Merentasi Industri
Keluasan projek tuangan aluminium dalam pengeluaran aktif adalah lebih luas daripada kebanyakan orang sedar. Contoh di bawah meliputi konteks produk hobi, perindustrian, seni bina dan pengguna, masing-masing dengan data proses dan aloi yang berkaitan.
01
Faundri Belakang Rumah: Pengawal Pisau Aluminium Pasir-Cast dan Guling
Projek tuangan aluminium peringkat permulaan yang popular dalam komuniti pembuat melibatkan pelindung pisau tuangan pasir, pelindung jari dan guling untuk bilah tersuai. Bahagiannya kecil (biasanya di bawah 50 g), mudah dari segi geometri, dan bertolak ansur dengan kekasaran permukaan tipikal tuangan pasir hijau. A356 atau piston sekerap (selalunya aloi 4032) berfungsi dengan baik. Suhu cair hendaklah dipegang pada 700–730°C untuk memastikan pengisian lengkap tanpa penyerapan gas yang berlebihan. Kemasan dengan kertas pasir basah dan kering 120-grit hingga 600-grit diikuti dengan buffing mencapai penampilan hampir cermin tanpa rawatan haba selepas tuangan.
02
Tuangan Aluminium Seni Bina: Penutup Lajur, Pagar dan Panel Hiasan
Projek tuangan aluminium seni bina mempunyai sejarah yang panjang — penutup aluminium di Monumen Washington, yang dipasang pada tahun 1884, kekal sebagai salah satu penggunaan tuangan aluminium ketepatan terawal yang direkodkan. Projek seni bina moden menggunakan acuan kekal atau tuangan pasir dengan aloi A356 atau 535. Aplikasi biasa termasuk pagar tangga hiasan, kepala lajur hiasan, panel fasad bangunan dan perkakasan pintu tersuai. Anodisasi — terutamanya anodisasi lapisan keras hingga 25–50 µm — menyediakan perlindungan kakisan yang tahan lama dan penyelenggaraan rendah yang boleh diwarnakan untuk dipadankan dengan spesifikasi reka bentuk. Beberapa pengeluar di rantau Gulf Coast membekalkan unsur seni bina tuang pasir dengan masa utama 4–8 minggu untuk corak tersuai .
03
Automotif: Blok Enjin HPDC dan Tuangan Struktur
Enjin kereta kompak moden menggunakan blok aloi aluminium hampir secara universal. BMW N52 inline-six, yang diperkenalkan pada tahun 2004, menggunakan blok komposit magnesium-aluminium dengan plat katil aluminium tuang dan kotak engkol terbitan A380 — reka bentuk yang dicukur 10 kg daripada enjin blok besi yang terdahulu. Struktur dulang bateri EV kontemporari, seperti yang digunakan dalam platform Rivian dan Hyundai Ioniq, ialah tuangan aluminium HPDC berbilang rongga dengan saluran penyejukan bersepadu, menggabungkan sehingga tujuh bahagian yang dicop dan dikimpal yang berasingan ke dalam tuangan bentuk jaring tunggal. Penggabungan ini mengurangkan masa pemasangan dan meningkatkan ketegaran struktur pada kira-kira 30% jisim lebih rendah berbanding dengan pembinaan keluli yang setara.
04
Lampiran Elektronik: Pengurusan Terma Melalui Tuangan
Elektronik berkuasa tinggi — pemacu motor, penyongsang kuasa, penguat stesen pangkalan telekomunikasi, pemacu LED — kerap menggunakan tuangan aluminium untuk penutup kerana bahan itu berfungsi dua kali sebagai perumah dan sinki haba. Penutup A380 HPDC dengan sirip bersepadu mencapai nilai rintangan haba sebanyak 0.5–1.5°C/W dalam perolakan semula jadi, mencukupi untuk banyak aplikasi perindustrian tanpa udara paksa. Untuk aplikasi perisai RF, ketebalan dinding 3–5 mm dalam A380 memberikan pengecilan berkesan melebihi 500 MHz. Tuangan pelaburan diutamakan apabila geometri saluran aliran dalaman yang kompleks diperlukan untuk plat sejuk yang disejukkan cecair.
05
Aeroangkasa: Pelaburan-Pelakon Struktur Kurungan dan Perumahan
Tuangan pelaburan dengan aloi A356 atau A357 ialah amalan standard untuk kurungan kerangka udara, perumah avionik dan manifold hidraulik di mana kerumitan geometri dan toleransi yang ketat menghapuskan pemesinan sebagai pilihan yang menjimatkan kos. Tuangan pelaburan aluminium biasa yang digunakan dalam pesawat mencapai toleransi dimensi ±0.13 mm dan kemasan permukaan 3.2 µm Ra tanpa pemesinan tambahan. Proses ini membolehkan potongan bawah, dinding nipis dan kontur organik yang tidak dapat dihasilkan dengan pasti oleh tuangan pasir. Syarikat seperti Precision Castparts dan Hichiner Manufacturing membekalkan tuangan pelaburan aluminium aeroangkasa seperti itu kepada platform Boeing, Airbus dan Lockheed Martin.
06
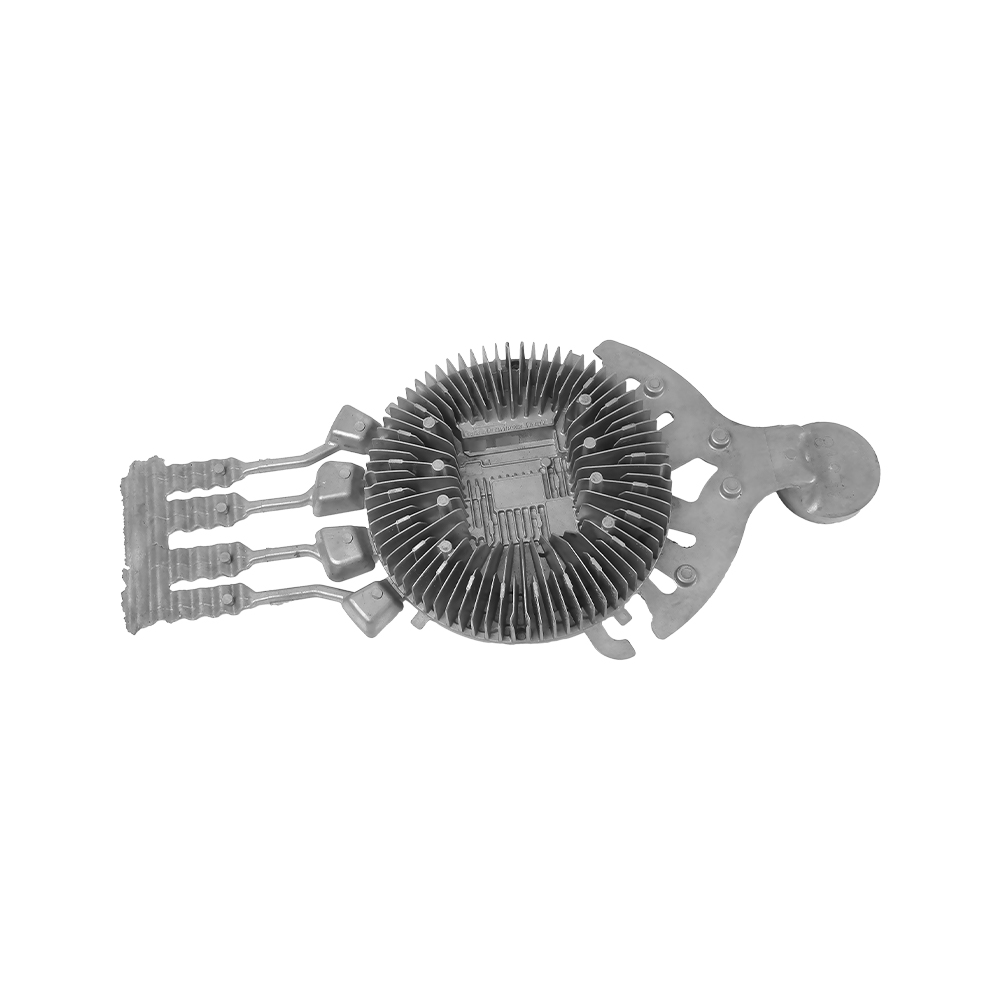
Seni dan Arca: Projek Tuangan Aluminium Buih Hilang
Tuangan buih hilang popular di kalangan pengukir dan artis kerana buih EPS boleh dibentuk, diukir dan dipasang tanpa sebarang sudut draf atau kotak teras — buih dimakan oleh aluminium cair semasa penuangan, meninggalkan replika tepat model asal. Faurin seni komuniti di bandar seperti Chicago dan Portland menawarkan akses terbuka kepada sesi menuang aluminium buih yang hilang. Pilihan aloi kurang kritikal untuk kepingan hiasan semata-mata; sekerap A380 atau 383 sekunder memberikan hasil yang mencukupi dengan kecairan yang baik. Tuangkan biasanya menggunakan a Sistem sprue dan riser 2–4 mm relatif kepada isipadu bahagian untuk memastikan isian lengkap ciri-ciri arca nipis.
Peraturan Reka Bentuk Yang Mencegah Kecacatan dalam Projek Tuangan Aluminium
Kebanyakan kecacatan tuangan aluminium direka bentuk, bukan dikilangkan. Mengikut garis panduan reka bentuk untuk tuangan (DFC) yang ditetapkan semasa fasa CAD menghapuskan sebahagian besar keliangan, penutupan sejuk, salah jalan dan kegagalan koyakan panas sebelum satu acuan dipotong. Peraturan berikut digunakan secara meluas merentasi pasir, acuan kekal dan proses tuangan, dengan pelarasan khusus proses dicatatkan.
Keseragaman Ketebalan Dinding
Ketebalan dinding yang tidak seragam menghasilkan kadar penyejukan berbeza yang memacu keliangan pengecutan ke arah kawasan yang terakhir mengeras. Sasaran reka bentuk yang disyorkan ialah variasi ketebalan dinding tidak lebih daripada 2:1 antara bahagian bersebelahan . Apabila bos atau bebibir berat tidak dapat dielakkan, mengosongkan bahan atau mengadun peralihan dengan jejari yang besar mengurangkan perbezaan jisim haba. Untuk HPDC, sasarkan ketebalan dinding nominal 2–4 mm untuk kebanyakan aplikasi struktur; dinding di atas 6 mm mula mengumpul keliangan gas melainkan pengisian berbantukan vakum digunakan.
Fillet dan Jejari di Semua Sudut Dalaman
Sudut dalaman yang tajam menumpukan tekanan dan mencipta titik panas semasa pemejalan. Jejari fillet dalaman minimum sebanyak 1.5 × ketebalan dinding disyorkan oleh garis panduan Reka Bentuk Tuangan Aluminium ASM International. Malah jejari 1 mm secara mendadak mengurangkan faktor kepekatan tekanan berbanding sudut yang benar-benar tajam. Sudut luar boleh menjadi lebih tajam (radius minimum 0.5 mm) tetapi tidak boleh sama sekali sepenuhnya dalam aluminium tuang.
Draf Sudut untuk Pelepasan Acuan
Semua permukaan selari dengan arah acuan acuan memerlukan sudut draf. Minimum standard ialah 1–2° untuk tuangan pasir, 1–3° untuk acuan kekal, dan 0.5–1.5° untuk HPDC pada permukaan luaran (lebih sedikit pada permukaan dalaman kerana tuangan mengecut ke teras). Draf yang tidak mencukupi membawa kepada kehausan die, pecah teras dan kesukaran pengekstrakan yang akhirnya merosakkan tuangan. Permukaan yang menghadap acuan seharusnya tidak mempunyai draf; nyatakan dengan jelas dalam lukisan arah mana adalah satah perpisahan.
Gating dan Risering untuk Pemejalan Arah
Reka bentuk gating yang baik menyuap logam cecair secara beransur-ansur dari bahagian nipis ke tebal, memastikan kawasan paling berat kekal disambungkan ke takungan cecair — riser — sehingga pejal sepenuhnya. Peraturan Chvorinov (masa pemejalan berkadar dengan (Volume/Kawasan Permukaan)²) membimbing saiz riser: riser mesti mempunyai modulus sekurang-kurangnya 1.2× bahagian yang paling berat ia memberi makan. Perisian simulasi seperti MAGMASOFT, Flow-3D, dan ProCAST digunakan secara meluas untuk mengesahkan reka bentuk gating dan riser sebelum memotong perkakas pengeluaran, mengurangkan kos percubaan dan kesilapan dengan ketara.
Reka Bentuk Benang dan Sisipan dalam Aluminium Tuang
Aluminium tuang terlalu lembut untuk teruskan benang kasar dalam aplikasi pengikat tork yang kuat. Pilihan termasuk: (1) tuangan dalam sisipan berulir keluli atau loyang — Produk Heli-Coil dan E-Z Lok popular untuk aplikasi pengubahsuaian; (2) menggunakan benang bermesin selepas tuangan dengan sekurang-kurangnya 1.5× panjang penglibatan diameter benang ; atau (3) menentukan pemasangan sisipan ultrasonik untuk reka bentuk bersebelahan termoplastik. Bahagian HPDC boleh memasukkan lubang berteras kepada diameter minimum 2.0 mm dengan reka bentuk cetakan yang teliti, mengurangkan keperluan penggerudian pasca tuang.
Kawalan Kualiti Cairkan — Langkah Yang Paling Diperhatikan Pemula dalam Tuangan Aluminium
Kualiti aluminium cair pada titik menuang menentukan kualiti siling tuangan siap. Bahagian tuangan yang direka dengan sempurna daripada logam yang tidak disediakan dengan baik masih akan mempamerkan keliangan, kemasukan oksida dan sifat mekanikal yang berkurangan. Pengendali faundri yang berpengalaman merawat penyediaan cair dengan serius seperti reka bentuk acuan.
Keliangan Hidrogen: Kecacatan Tuangan Aluminium Paling Biasa
Aluminium mudah melarutkan hidrogen dalam keadaan cairnya — aluminium cair pada 750°C boleh menahan kira-kira 0.65 cm³ setiap 100 g logam , berbanding hanya 0.034 cm³ setiap 100 g dalam keadaan pepejal (setiap data daripada Persatuan Aluminium). Apabila cair menjadi pejal, sebahagian besar hidrogen terlarut itu ditolak dan membentuk gelembung mikroskopik - keliangan - sepanjang tuangan. Sumber hidrogen utama ialah kelembapan atmosfera, sisa basah, pulangan berminyak, dan fluks basah.
Penyahgasan dengan nitrogen kering atau argon melalui unit penyahgas berputar (proses SNIF atau setara) mengurangkan hidrogen terlarut ke bawah 0.10 cm³ setiap 100 g dalam amalan komersial — jauh di bawah ambang untuk keliangan yang boleh dilihat dalam kebanyakan geometri tuangan. Penggemar tanpa peralatan penyahgas berpusing boleh menggunakan tablet heksachloroetana (dengan pengudaraan yang sesuai — proses menjana gas klorin) atau hanya meminimumkan pendedahan lembapan kepada leburan dengan memanaskan semua alatan dan menutup penutup relau.
Kemasukan Oksida dan Amalan Fluks
Aluminium teroksida serta-merta apabila terdedah kepada udara, membentuk kulit alumina (Al₂O₃) yang nipis tetapi berterusan. Pencurian bergelora melipat kulit ini ke dalam cair, menghasilkan bifilm oksida yang bertindak sebagai tapak permulaan retak dalam tuangan yang dipadatkan. Mendiang Profesor John Campbell dari Universiti Birmingham menghabiskan beberapa dekad untuk mendokumentasikan bagaimana bifilem oksida adalah punca utama penyebaran sifat mekanikal tuangan aluminium — kebolehubahan kekuatan tegangan 30–40% dalam tuangan yang sama sering dikesan kembali kepada pengedaran bifilem.
Tindakan balas yang praktikal termasuk: senduk tuang bawah dan bukannya senduk bibir tuang atas, penapis buih seramik dalam sistem gating (20–30 ppi untuk aluminium), ketinggian tuang yang dikurangkan dan halaju menuang terkawal, dan meminimumkan gelora di pintu masuk acuan. Penambahan fluks (meliputi fluks seperti campuran kalium klorida/natrium klorida) melindungi permukaan cair daripada pengoksidaan atmosfera antara haba dan membantu menyatukan zarah oksida untuk penyaringan sebelum dituang.
Kawalan Suhu dan Superheat
Kebanyakan aloi tuangan aluminium mempunyai suhu cair antara 555°C dan 615°C . Menuang pada haba lampau yang berlebihan (lebih daripada 80–100°C di atas cecair) meningkatkan penyerapan gas, pembentukan oksida dan hakisan mati dalam HPDC. Menuang terlalu sejuk menghasilkan kesilapan larian dan penutupan sejuk — kawasan di mana bahagian hadapan logam mengeras sebelum mengisi acuan. Suhu menuang optimum untuk kebanyakan aplikasi jatuh di antara 680°C dan 740°C , dengan suhu acuan juga memainkan peranan penting: acuan kekal biasanya dipanaskan hingga 200–350°C untuk aluminium.
Operasi Selepas Tuangan: Rawatan Haba, Pemesinan dan Kemasan Permukaan
Kebanyakan projek tuangan aluminium memerlukan sekurang-kurangnya beberapa kerja pasca tuangan. Operasi di bawah dibentangkan dalam susunan yang biasanya akan dilakukan dalam pengeluaran.
Langkah 1
Degating dan Shakeout
Tuangan pasir digoncang keluar dari acuan setelah pejal (biasanya dalam masa 5–30 minit bergantung pada berat bahagian). Pelari dan penaik dikeluarkan dengan menggergaji, mengisar, atau memecahkan hidraulik. Bahagian HPDC dipangkas dalam acuan pemangkas khusus yang menggunting kilat dan pelari dalam satu pukulan tekan, dengan masa kitaran 5–15 saat setiap bahagian. Kilat garis pemisah pada tuangan pasir biasanya memerlukan pengisaran tangan untuk menggabungkan rata dengan permukaan tuangan.
Langkah 2
Rawatan Haba (Apabila Dinyatakan)
Penetapan suhu T6 — rawatan haba larutan diikuti dengan penuaan buatan — ialah rawatan haba yang paling banyak ditentukan untuk tuangan aluminium. Untuk A356:
- Rawatan penyelesaian: 538°C ± 6°C selama 4–12 jam (bergantung pada ketebalan bahagian)
- Pelindapkejutan: air pada 60–80°C (pelindapkejutan hangat meminimumkan herotan tegasan sisa)
- Umur: 154°C ± 6°C selama 6–12 jam
Urutan ini melarutkan Mg₂Si memendakan ke dalam larutan dan kemudian memendakannya semula sebagai serakan halus yang menghalang pergerakan kehelan, meningkatkan kekuatan hasil daripada kira-kira 83 MPa (F baran) hingga 186–207 MPa (T6 baran) .
Langkah 3
Pemesinan CNC Permukaan Kritikal
Mesin aluminium tuang sangat baik — hayat alat biasanya 10–20× lebih panjang apabila pemesinan aluminium berbanding keluli pada keadaan beban cip yang setara. Pemesinan CNC berkelajuan tinggi bagi aluminium tuang menggunakan perkakas karbida, kelajuan pemotongan 300–600 m/min (kaki permukaan seminit: 1,000–2,000), dan penyejuk banjir atau pelinciran kuantiti minimum (MQL). Ciri datum yang dimesin ke dalam tuangan — pad, gerek dan lubang pengesanan — wujudkan rangka rujukan untuk semua operasi pemesinan seterusnya. Untuk bahagian HPDC volum tinggi, talian pemindahan khusus dengan masa kitaran di bawah 60 saat setiap bahagian adalah perkara biasa dalam sel tuangan automotif.
Langkah 4
Pilihan Kemasan Permukaan untuk Tuangan Aluminium
Pelbagai pilihan kemasan untuk projek tuangan aluminium adalah luas:
- Anodizing: Pengoksidaan elektrokimia yang menumbuhkan lapisan alumina padat 5–25 µm (Jenis II) atau 25–100 µm (Anodize keras Jenis III). Menyediakan kakisan dan rintangan haus yang sangat baik. Terbaik dengan aloi A356 atau 535.
- Salutan serbuk: Penggunaan elektrostatik serbuk polimer termoset, diawet pada 160–200°C. Rintangan UV yang sangat baik, julat warna yang luas, kos efektif untuk volum sederhana hingga tinggi. Serasi dengan semua aloi tuangan.
- Salutan Penukaran Chromate: Kromat trivalen (Alodin/Iridit) menyediakan perlindungan kakisan dan primer lekatan cat untuk aplikasi aeroangkasa dan pertahanan. RoHS mematuhi formulasi trivalen.
- Letupan Tembakan dan Debur Getaran: Kemasan mekanikal yang mengeluarkan burr, menambah baik penampilan permukaan dan boleh digunakan untuk mencipta tegasan sisa mampatan (varian shot peening) yang meningkatkan hayat keletihan sehingga 30%.
- Penyaduran Nikel Tanpa Elektro: Mendepositkan lapisan nikel-fosforus seragam 10–50 µm yang meningkatkan kekerasan dengan ketara (500–700 HV selepas rawatan haba) dan rintangan haus, digunakan untuk acuan, sesendal dan permukaan gelongsor.

Struktur Kos Projek Tuangan Aluminium — Apa yang Mendorong Harga
Memahami pemacu kos membantu jurutera projek membuat keputusan pemilihan proses yang lebih baik dan memberi pasukan perolehan rangka kerja untuk menilai sebut harga daripada pembekal penghantaran.
Menyelesaikan Masalah Kecacatan Tuangan Aluminium Biasa
Malah pengendali faundri yang berpengalaman menghadapi kecacatan. Jadual di bawah memetakan kecacatan tuangan aluminium yang paling biasa kepada punca dan tindakan pembetulannya.
| Kecacatan | Penampilan | Punca Utama | Tindakan Pembetulan |
|---|---|---|---|
| Keliangan Gas | Lompang bulat, dinding licin, pengedaran rawak | Hidrogen terlarut dalam cair | Degas cair; keringkan semua perkakas dan sekerap; mengurangkan haba lampau |
| Keliangan Pengecutan | Lompang tidak teratur, dinding kasar, dalam bahagian berat | Pemakanan / bangkit yang tidak mencukupi | Meningkatkan saiz riser; tambah menggigil ke bahagian berat; reka bentuk semula untuk dinding seragam |
| Tutup Sejuk | Jahitan linear pada permukaan, antara muka yang lemah | Dua bahagian hadapan logam yang disejukkan sebelum bertemu | Meningkatkan suhu menuang; menambah baik gating untuk menggabungkan aliran lebih awal |
| Koyak Panas | Retakan lusuh pada fillet atau perubahan bahagian | Tegasan terma semasa pemejalan peringkat akhir | Meningkatkan jejari fillet; menambah fleksibiliti kepada teras; panaskan acuan |
| Kemasukan Oksida | Garisan gelap atau filem kelihatan pada bahagian mesin | Mencurah bergelora, kulit oksida terlipat | Kurangkan ketinggian tuang; gunakan penapis buih seramik; elakkan mencairkan semula najis |
| Misrun | Isi tidak lengkap, tepi tidak lengkap dibulatkan | Logam terlalu sejuk, bahagian nipis, pengudaraan yang lemah | Meningkatkan suhu tuang; menebal dinding nipis; tambah bolong pada acuan |
Tuangan Aluminium Mampan — Kitar Semula, Tenaga dan Ekonomi Pekeliling
Aluminium ialah logam struktur yang paling boleh dikitar semula dalam kegunaan biasa, dan sifat ini secara asasnya mengubah kalkulus kemampanan projek tuangan aluminium berbanding alternatif keluli atau zink. Kitar semula aluminium hanya memerlukan 5% daripada tenaga yang diperlukan untuk menghasilkan aluminium primer daripada bijih bauksit — kira-kira 2–3 kWj/kg untuk sekunder berbanding 45–55 kWj/kg untuk pengeluaran primer (data daripada Institut Aluminium Antarabangsa, 2023). Perbezaan jejak karbon adalah sama dramatik: aluminium sekunder menjana kira-kira 0.5–1.0 kg CO₂ setiap kg logam berbanding 8–12 kg CO₂ setiap kg untuk peleburan primer berkuasa arang batu.
Berakhir 75% daripada semua aluminium yang pernah dihasilkan masih digunakan hari ini , menurut Persatuan Aluminium. Sektor automotif mempunyai kadar kitar semula aluminium tertinggi bagi sebarang kegunaan akhir — kenderaan akhir hayat menyediakan sumber sekerap aloi tuangan yang padat dan diasingkan yang mengalir kembali ke pengeluaran aloi HPDC sekunder dengan penurunan kualiti yang minimum. Kecekapan gelung tertutup ini adalah salah satu sebab pembuat kereta menyebut tuangan aluminium sebagai pilihan reka bentuk positif kemampanan walaupun pada platform kenderaan intensif tenaga.
Untuk operasi faundri, pemulihan tenaga daripada gas ekzos relau, pemantauan kimia cair masa nyata untuk meminimumkan kitaran peleburan semula, dan lapisan relau gentian seramik yang mengurangkan kehilangan haba sebanyak 15–25% berbanding reka bentuk refraktori yang lebih lama semuanya menyumbang kepada pengurangan jejak alam sekitar dalam kemudahan tuangan aluminium moden. Beberapa faundri Eropah — termasuk Rheinfelden Alloys dan Novelis — telah komited kepada operasi penuangan aluminium neutral karbon menjelang 2030 melalui gabungan program sumber tenaga boleh diperbaharui dan mengimbangi.
Trend Muncul dalam Tuangan Aluminium — Apa yang Mengubah Industri
Industri tuangan aluminium sedang mengalami perubahan teknikal yang bermakna didorong oleh elektrifikasi, pembuatan digital, dan pembangunan aloi baharu. Memahami arah aliran ini adalah relevan bagi sesiapa yang merancang program tuangan aluminium berbilang tahun.
Mega-Casting dan Integrasi Struktur
Penggunaan penekan giga 6,000 tan dan 9,000 tan Tesla untuk melontarkan keseluruhan bahagian bawah badan belakang EV sebagai tuangan die aluminium tunggal — menggantikan 70–100 bahagian yang dicop dan dikimpal individu — telah mencetuskan minat yang ketara di seluruh industri automotif. Toyota, Volvo, General Motors dan beberapa OEM China telah mengumumkan program serupa. Tuangan menggunakan tuangan mati vakum tinggi tersuai dengan aloi Al-Si-Mg yang dibangunkan khusus untuk tuangan mega struktur, mencapai pemanjangan melebihi 10% dan kekuatan tegangan melebihi 250 MPa sebagai tuang, tanpa rawatan haba. Perkembangan ini secara asasnya mengubah ekonomi pembuatan struktur badan pada volum melebihi 100,000 unit setahun.
Acuan dan Teras Pasir Bercetak 3D
Pencetakan jet pengikat bagi acuan pasir silika (menggunakan sistem daripada ExOne/Desktop Metal, Voxeljet dan Viridis3D) telah mengalih keluar langkah membuat corak daripada tuangan pasir, membolehkan pengeluaran satu keping tuangan aluminium kompleks dengan laluan dalaman yang secara geometri mustahil untuk dijadikan teras dengan kaedah konvensional. Masa utama daripada fail CAD ke bahagian cast pertama ialah sekarang 3–5 hari perniagaan dengan acuan pasir bercetak, berbanding 4–8 minggu untuk corak dan perkakas konvensional. Ford, John Deere, dan beberapa syarikat aeroangkasa menggunakan acuan pasir bercetak untuk prototaip dan tuangan aluminium pengeluaran volum rendah, dengan kos bahagian yang kompetitif dengan alternatif yang dimesin untuk geometri kompleks.
Pemantauan Proses Masa Nyata dan Kawalan Kualiti AI
Tatasusunan sensor yang dibenamkan dalam mesin tuangan die kini menangkap profil tekanan tembakan, suhu permukaan cetakan dan data halaju logam pada resolusi milisaat. Model pembelajaran mesin yang dilatih mengenai data kecacatan sejarah boleh meramalkan keliangan pengecutan dan kebarangkalian penutupan sejuk daripada tandatangan profil tangkapan sebelum bahagian itu dikeluarkan daripada acuan — membolehkan penolakan automatik tangkapan di luar spesifikasi tanpa pemeriksaan sinar-X. Beberapa pembekal pemutus automotif Tahap 1 melaporkan pengurangan kadar sekerap sebanyak 30–50% selepas menggunakan sistem pemantauan masa nyata sedemikian, menterjemah terus kepada kos yang lebih rendah dan metrik kemampanan yang lebih baik.
Pembangunan Aloi untuk Pengurusan Terma Kenderaan Elektrik
Plat penyejuk bateri EV memerlukan aloi tuangan aluminium dengan kekonduksian terma yang tinggi, sesak tekanan yang sangat baik (tiada keliangan), dan keupayaan untuk membentuk sambungan brazed. Standard A380 mempunyai kekonduksian terma kira-kira 96 W/m·K - mencukupi tetapi tidak optimum. Aloi baharu dalam keluarga Al-Si-Mg dengan kandungan besi dan tembaga terkawal sedang dibangunkan oleh syarikat termasuk Novelis, Constellium dan Impol untuk mencapai kekonduksian melebihi 160 W/m·K dalam keadaan as-cast, membolehkan sistem bateri sejukan cecair yang lebih padat dan cekap. Ini adalah kawasan aktif penyelidikan aloi dengan pelbagai paten yang difailkan pada 2022–2024.
Soalan Lazim Mengenai Projek Tuangan Aluminium
Apakah aloi aluminium terbaik untuk projek tuangan pertama?
Bagi pemula yang menggunakan relau belakang rumah dan acuan pasir hijau, omboh kitar semula (biasanya aloi 4032 atau 2618) atau jongkong A356 yang bersih adalah kedua-duanya titik permulaan yang sangat baik. Kedua-duanya mempunyai kecairan yang baik pada suhu tuangan biasa di belakang rumah 700–730°C, dan kedua-duanya tidak mempunyai tambahan pengaloian toksik yang ketara. A356 lebih sedikit memaafkan kelembapan dalam pasir kerana kandungan silikonnya meningkatkan kecairan walaupun pada suhu yang lebih rendah. Elakkan sekerap yang tidak diketahui daripada bahagian elektronik atau bersalut — bahan cemar daripada pateri, tuangan zink atau penyaduran boleh menghasilkan asap toksik dan kualiti tuangan yang buruk.
Bagaimanakah saya menghalang keliangan dalam tuangan aluminium saya?
Keliangan mempunyai dua punca: hidrogen terlarut (keliangan gas) dan penyusuan pengecutan yang tidak mencukupi (keliangan pengecutan). Untuk menangani keliangan gas, pastikan semua bahan acuan dan logam kering, gunakan fluks penutup, dan degas cair sebelum dituang. Untuk menangani keliangan pengecutan, pastikan riser anda cukup besar untuk kekal cair selepas tuangan telah memejal - modulus riser mesti melebihi modulus bahagian tuangan terberat sekurang-kurangnya 20%. Sejuk yang diletakkan bersebelahan dengan bahagian berat juga membantu dengan mempercepatkan pemejalan tempatan untuk mengurangkan permintaan pengecutan.
Apakah ketebalan dinding minimum yang boleh dicapai dalam tuangan aluminium?
Ketebalan dinding minimum bergantung pada proses tuangan. Tuangan die tekanan tinggi mencapai dinding paling nipis — serendah 0.8 mm dalam reka bentuk cetakan yang dioptimumkan dengan suntikan logam berkelajuan tinggi. Tuangan pelaburan boleh dipercayai mencapai 1.0–1.5 mm. Pengacuan acuan kekal (mati graviti) mengendalikan minimum 2–3 mm. Tuangan pasir biasanya memerlukan dinding minimum 3–5 mm untuk isian yang boleh dipercayai, walaupun pengendali faundri yang mahir telah mencapai 2 mm pada bahagian yang lebih kecil dengan aloi kecairan silikon tinggi dan acuan berpagar baik.
Bolehkah aluminium tuangan dikimpal?
Ya, banyak aloi tuangan aluminium boleh dikimpal, tetapi prosesnya memerlukan penjagaan. Aloi A356 dan 535 adalah aloi tuangan biasa yang paling boleh dikimpal. Kimpalan arka tungsten gas (GTAW/TIG) dengan wayar pengisi 4043 atau 5356 adalah amalan standard. Bahagian HPDC yang mengandungi A380 biasanya dianggap tidak boleh dikimpal dalam aplikasi struktur disebabkan kandungan tembaga dan keliangan gas yang dilepaskan semasa mengimpal. Jika mengimpal aluminium tuang, panaskan kawasan itu kepada 150–200°C untuk mengurangkan keretakan kejutan haba, dan pelepasan tegasan selepas kimpalan pada 175°C selama 2–4 jam disyorkan untuk sambungan struktur dalam A356.
Berapa lamakah masa yang diambil untuk membuat tuangan aluminium?
Masa utama berbeza-beza mengikut proses dan lokasi pembekal. Untuk tuangan acuan pasir cetakan 3D (kuantiti prototaip), masa utama artikel pertama bagi 3–10 hari perniagaan boleh dicapai daripada pembekal yang ditubuhkan. Tuangan pasir konvensional dengan corak baharu: 4-8 minggu untuk fabrikasi corak ditambah 1-2 minggu untuk tuangan. HPDC dengan perkakas baharu: 10–20 minggu untuk pembuatan die, kemudian kuantiti pengeluaran dalam 2–4 minggu. Pemutus pelaburan: 8–16 minggu untuk perkakas, 3–6 minggu untuk pengeluaran. Program perkakas yang dipercepatkan pada kos yang lebih tinggi boleh memampatkan garis masa ini sebanyak 30–50% dengan pembekal premium.
Apakah perbezaan antara tuangan die dan aluminium tuangan pasir?
Tuangan pasir menggunakan acuan pasir yang boleh dibuang yang dimusnahkan untuk melepaskan bahagian — membolehkan geometri kompleks dan bahagian yang sangat besar, tetapi dengan kemasan permukaan yang lebih rendah, toleransi yang lebih luas dan masa kitaran yang lebih perlahan. Tuangan die menggunakan acuan keluli yang dikeraskan kekal (dada) dan menyuntik logam di bawah tekanan tinggi — mencapai kemasan permukaan yang sangat baik (1–2 µm Ra), had terima yang ketat (±0.05–0.15 mm), dan kadar pengeluaran yang sangat tinggi (30–120 kitaran saat), tetapi dengan kos perkakas yang tinggi dan keperluan kuantiti minimum yang menjadikannya tidak ekonomik, di bawah 0.000 bahagian. Tuangan pasir adalah lebih baik untuk prototaip, bahagian besar, dan volum rendah; tuangan die cemerlang pada pengeluaran volum tinggi komponen ketepatan kecil hingga sederhana.
Adakah tuangan aluminium mesra alam?
Tuangan aluminium menggunakan aloi sekunder (kitar semula) adalah antara proses kerja logam yang lebih menguntungkan alam sekitar yang ada. Aluminium sekunder hanya memerlukan 5% daripada tenaga pengeluaran aluminium primer dan menjana sebahagian kecil daripada pelepasan CO₂. Kebolehkitar semula aluminium yang tinggi — dengan kadar kitar semula melebihi 90% dalam sektor automotif — dan aliran bahan gelung tertutup dalam banyak operasi faundri menjadikannya jauh lebih hijau daripada proses menggunakan logam primer. Kebimbangan alam sekitar yang utama ialah pelepasan fluorida daripada penggunaan fluks (dikawal oleh penyental basah dalam faundri moden) dan pengurusan penyejuk dalam operasi pemesinan.
Bolehkah saya menganodkan bahagian aluminium die-cast?
Aloi HPDC standard seperti A380 (yang mengandungi 3–4% kuprum) tidak dianodkan kepada kemasan kualiti yang konsisten — kandungan kuprum menyebabkan pewarnaan coklat atau hitam pada lapisan anodik. Untuk permukaan rupa teranod pada aluminium tuangan mati, nyatakan aloi tembaga rendah seperti A360 (kuprum di bawah 0.6%) atau aloi tuangan mati kosmetik khas. Aloi A356 dan 535 beranod dengan bersih dan mengambil pewarna warna secara seragam. Jika tuangan die diperlukan dan penanodan ditentukan, bekerjasama dengan pembekal tuangan anda untuk memilih aloi tembaga rendah yang sesuai semasa fasa reka bentuk dan bukannya menemui ketidakserasian selepas perkakas dibina.






